Introducción:
La peletizacion mejora sustancialmente la digestión y absorción de los nutrientes (Energía, Aminoácidos, almidones, minerales y Fibras).
El proceso de pre acondicionado con vapor seco húmedo elimina patógenos potenciales (Bacterias, virus y hongos).
El procesamiento del alimento en pellets uniformes y con buena dureza ofrece beneficios significativos; La mayor densidad aparente reduce la segregación y el polvo del alimento, reduciendo así las pérdidas. La eficiencia de conversión de alimento mejora mucho porque da como resultado menos desperdicios de alimento durante el consumo. La peletizacion también mantiene la integridad del tracto gastrointestinal y el tratamiento térmico asociado con la peletizacion mejora la digestibilidad del alimento al desactivar los factores anti nutricionales y, por lo tanto, mejora el rendimiento de los animales.
Parte del efecto beneficioso de la peletizacion se debe a un aumento en el valor de Energía, con las mejoras resultantes en la ganancia de peso y la conversión alimenticia.
También hay un aumento de la utilización de proteínas y la absorción de aminoácidos con la peletizacion, incluso cuando los pellets se vuelven a moler a consistencia de harina. Sin embargo, dicha mejora puede atribuirse casi por completo a la destrucción de factores tóxicos inestables al calor (termolábiles) que deterioran la digestión y la utilización de proteínas y a la destrucción de patógenos.
Desarrollo del tracto gastrointestinal (GIT).
La peletizacion mantiene la estructura y función normales del tracto gastrointestinal. Las mollejas de las aves alimentadas con raciones peletizadas se desarrollaron mejor en comparación con otras aves cuyas mollejas se atrofiaban cuando se alimentaban con raciones en harina, ya que no tenían partículas duras para moler. La molleja bien desarrollada puede considerarse como una barrera para evitar que las bacterias patógenas entren en el GIT distal. Los estudios también han demostrado que el intestino delgado se integró mejor con las dietas de pellets en comparación con la dieta de harina. La peletizacion aumenta la altura de las vellosidades debido a la estimulación física de las vellosidades y, por lo tanto, aumenta la capacidad de absorción del intestino delgado. También reduce el grosor de la capa muscular que recubre el intestino delgado, lo que permite un mayor contacto entre los nutrientes y las vellosidades.
En las aves alimentadas con pellets, hay más almidón accesible en el ciego de las aves alimentadas con pellets, lo que resulta en una mayor concentración de AGVs (ácidos grasos volátiles) acético, propionico, butírico y un pH bajo. El pH bajo tiene un efecto antimicrobiano en las bacterias patógenas que ingresan a la parte distal del GIT. En un estudio, hubo una reducción de Salmonella en los ciegos asociada con la disminución del pH cecal y el aumento de las cantidades de AGVs con una reducción en el número de enterobacterias cecales en pollos de engorde durante el crecimiento.
Durante más de 20 años, se ha establecido que la forma física de la dieta tiene un impacto en Salmonella en la producción porcina. "Una explicación", sugirió Kamphues, "es que debido a la molienda gruesa, una mayor cantidad de almidón ingresa al intestino grueso y da como resultado un estímulo en la producción de ácido butírico, propiónico y láctico. Estos cambios en la producción de ácidos deberían reducir la capacidad de invasión de Salmonella, lo que resulta en una excreción forzada y una menor translocación de estos patógenos zoonóticos.
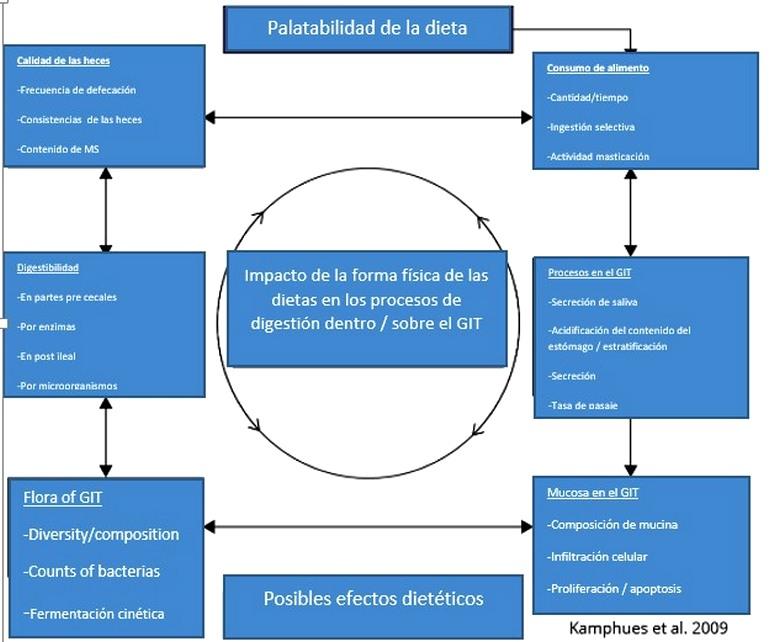
Se han realizado numerosos estudios experimentales en los que, utilizando ingredientes idénticos y composición química, la forma física solo difería. Como se presenta en la Figura 1, hay otros efectos secundarios interesantes, cuando se cambia / modifica / optimiza la forma física de las dietas. Estos efectos comienzan con el proceso de ingestión, continúan a lo largo del estómago, el intestino delgado y grueso, y terminan con el proceso de defecación y la calidad y composición de las heces. En los cerdos, es notable que el tamaño de las glándulas salivales, el peso del estómago, pero también el peso del páncreas se ven influenciados cuando las dietas se comparan con una estructura gruesa o fina.
Figura 1 - Descripción general sobre el impacto de la forma física de las dietas en los procesos de digestión dentro / en el tracto gastrointestinal de los cerdos.
Peletizacion y rendimiento de los pollos y los cerdos.
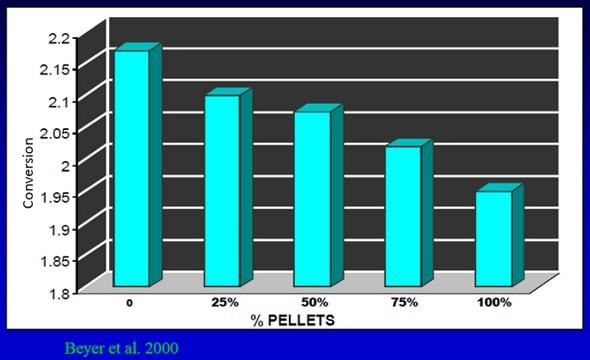
Ofrecer alimento peletizado a los pollos de engorde puede resultar en una reducción del 67% en la energía requerida para comer y, por lo tanto, dirigir tal cantidad de energía hacia fines productivos. En la Tabla 1 y figura 1, se muestran los resultados de un experimento que comparan el rendimiento de los pollos de engorde alimentados con raciones peletizada y harina y como el porcentaje de finos afecta el peso y la conversión alimenticia. En la tabla 2, vemos como el porciento de finos afecta el peso y la conversión alimenticia en los pavos.
Por ultimo en la tabla 3 vemos como el % de finos afecta la conversión en cerdos en crecimiento y en la tabla 4 la comparación entre alimento en harina y pellet en lechones predestete.
"La mala gestión de la calidad de los pellets puede costar hasta un 13% de la tasa de conversión del productor".
Las aves modernas crecen más rápido cuando la calidad de los pellets es buena. Pasan menos tiempo comiendo y más tiempo descansando. Los pellets de calidad también evitan la segregación y permiten a las aves obtener el paquete nutricional diseñado para ellos.
Tabla 1: Comparación del alimento en forma de harina versus pellet en el desempeño de los pollos de engorde.
Fuente: Aviatech, 2007. Technical information for the Broiler industry
Figura 1. Efecto del % de finos en la conversión alimenticia de los pollos.
Tabla 2 Efectos de diferentes niveles de finos sobre el peso del pavo y la conversión alimenticia.
Fuente: Dr Cliff Nixey Reino Unido.
Se ha estimado que se pierde 0.01 en la conversión de alimento con cada 10% de aumento en "finos" en alimentos peletizados. Aunque la calidad de los pellets puede parecer adecuada inmediatamente después de salir de la fábrica de alimento balanceado, lo importante es la calidad de los pellets en el momento en que la parvada consume el alimento en la granja. Por lo tanto, todo esfuerzo debe estar dirigido a mejorar la calidad de los pellets que llegan a los comederos de los animales.
Tabla 3. Efectos de la calidad de los pellets en la conversión alimenticia en cerdos en crecimiento.
Fuente: Schell y Van Heugten, 1998.J.Anim.Sci.76:185
- Despresion lineal en la conversión alimenticia con un nivel creciente de finos:(P< .05).
- Dieta baja en finos significativamente mejor conversión alimenticia (P< .05).
Tabla 4. Efecto de la forma física de la dieta preiniciadora sobre el rendimiento zootécnico durante el predestete en lechones.
Fuente: Diego Surek et al, 2017.
Otras ventajas de los alimentos peletizados incluyen:
.- Disminución del desperdicio de alimento.
.- Alimentación selectiva reducida.
.- Disminución de la segregación de ingredientes.
.- Destrucción de organismos patógenos.
.- Polvo reducido y palatabilidad aumentada, lo que permite un mayor consumo.
.- Espacios de almacenamiento reducidos.
.- Mayor utilización de la fracción fibrosa de los piensos.
.- Adaptable a alimentación a granel y mecanizada.
.- Menor tiempo y energía gastados para comer.
.- Mejora la palatabilidad del alimento.
.- Permite la gelatinización parcial del almidón y la modificación de la proteína en los granos, haciéndolos más susceptibles a la acción enzimática y a una mejor digestión.
Factores que afectan la calidad del pellet
Método de peletizacion:
La mayoría de los resultados de los valores mejorados de energía y proteína de los alimentos se obtienen con peletizacion con vapor, pero en menor medida con peletizacion en seco. La peletizacion en seco solo cambia la densidad aparente para facilitar el consumo, pero no da todos los cambios químicos asociados con la peletizacion con vapor. Además, la mayor disponibilidad de fósforo en la dieta provocada por la peletizacion con vapor sobre la peletizacion en seco podría ser un factor adicional que contribuye a la mejora de la calidad del alimento y al mejor rendimiento de las aves y cerdos cuando se alimentan con los alimentos peletizados con vapor.
Acondicionado:
Incluso hoy, con nuevos avances en el procesamiento tecnología como la extrusión y expansión, el proceso de peletización sigue siendo el más popular y económico método de producción de alimentos para animales.
El paso más crítico en este proceso es el acondicionamiento. La calidad del proceso de acondicionamiento dependerá de:
.- el tamaño de partícula de la mezcla.
.- la calidad del vapor.
.- Contenido inicial de humedad de la mezcla.
.- Temperatura inicial de la mezcla a medida que ingresa al acondicionador.
.- El tiempo de residencia de la mezcla en el acondicionador.
Recomendaciones para un buen acondicionamiento:
-Aplicar vapor saturado seco a 25-45 PSI (1.72 -3.10 Bares) de presión. Los puntos de inyección de vapor deben ser en la parte inicial del acondicionador para permitir más tiempo de contacto con la mezcla.
Importancia del acondicionamiento:
-Aumenta la temperatura y humedad de la mezcla de alimentos para tener una buena gelatinización de los almidones para una buena calidad del pellet.
-Suaviza las partículas del alimento para que se peguen mejor durante el peletizado (proceso de comprensión en el dado).
-Ayuda a mejorar la lubricación del alimento cuando pasa por el dado.
-Destruye algunos microorganismos y puede desactivar factores antinutricionales.
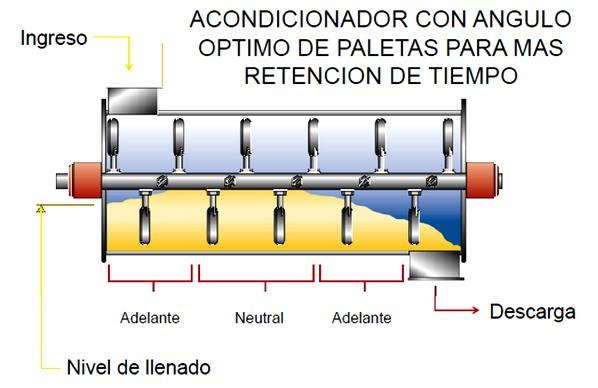
Más el tiempo de residencia en el acondicionador permite más penetración de la humedad y mejor distribución de calor, lo que resulta en una mejor unión de las partículas del alimento, por lo tanto, aumento de la dureza del pellet que puede resultar en una reducción del porcentaje de finos producidos.
Recomendaciones para un buen acondicionamiento:
-Temperatura de la mezcla acondicionada debe ser entre 80 a 90 oC.
-Humedad de la mezcla acondicionada 16-18 %. A medida que sube la humedad incrementa el riesgo que se atasque el dado y disminuye la productividad.
-Tiempo de retención optimo 40 a 60 segundos.
Figura 2. Efecto de añadir humedad en la calidad del pellet.
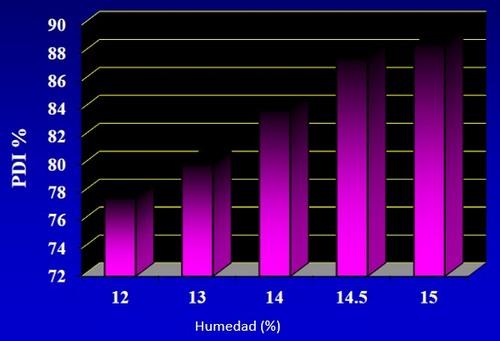 Fuente: Keith Behnke , 2015.
Fuente: Keith Behnke , 2015.Temperatura de peletizacion:
Hay poca o ninguna destrucción de vitaminas con temperaturas de peletizacion de hasta 80 ° C. Por lo tanto, las raciones pueden peletizarse a cualquier temperatura de hasta 80 a 90° C que permita una producción máxima por hora sin temor a la destrucción de vitaminas o al rendimiento reducido de la ración. Lo mismo ocurre con el valor energético de los alimentos procesados. En un estudio, el valor de ME del maíz y una mezcla de soya fue de 3.05 y 3.04 Kcal / g a una temperatura de granulación de 70 ° C y 80 ° C respectivamente, pero se redujo a 2.91 Kcal / g a 90 ° C.
Durabilidad:
La calidad del pellet adquiere importancia no sólo por razones comerciales sino también por su influencia sobre los índices productivos: es la base para un buen rendimiento del animal.
Debe entenderse como una combinación de varios factores: durabilidad, dureza y apariencia, entendiendo por apariencia el color, la textura de la superficie, la uniformidad de tamaño, el porcentaje de finos y la palatabilidad.
Algunos de estos factores son subjetivos, pero otros son objetivos (medibles) y conviene tenerlos en cuenta:
1. Durabilidad: es probablemente el factor más importante a valorar y hace referencia a la capacidad del pellet de soportar el transporte y el manejo sin romperse y generando un mínimo porcentaje de finos. Se calcula sometiendo el pienso a una prueba estandarizada de durabilidad (Standardized Durability Test) y se expresa por medio del Índice de Durabilidad del Pellet (PDI, por sus siglas en inglés) que es el porcentaje de la masa de los gránulos que permanecen intactos con respecto a la masa total de gránulos.
2. Tamaño uniforme: la variabilidad de tamaño de los pellets (longitud y diámetro) no sólo afecta a la apariencia del pienso sino también a la durabilidad o al consumo.
3. Porcentaje de finos: debe ser el menor posible, asumiendo que el tamizado de los pellets haya sido el adecuado.
4. Dureza: es el peso (en kg) que es capaz de soportar el pellet sin romperse y debe ser sólo el suficiente como para aguantar el almacenamiento Dureza y durabilidad no siempre van correlacionados (PDI ideal > 93%).
Factores que afectan la calidad del pellet:
Factores que inciden en la calidad del pellet en el proceso
.- Nivel de humedad de la mezcla.
.- Contenido de grasa/aceite.
.- Calidad del vapor.
.- Condicion y resistencia del dado.
.- Condicion y superficie del rodillo.
Tamaño de partícula de la mezcla:
Si la descripción anterior de calor relativamente lento y la migración de humedad es cierta, entonces es lógico que cuanto menor sea el tamaño de partícula, más completo será el calor y la humedad puede penetrar hasta el núcleo de la partícula en una cantidad de tiempo dada. Por el contrario, si usamos una partícula gruesa en la mezcla, el calor y la humedad no penetrará completamente la partícula, dejando un núcleo de partículas duro y seco que no será blando suficiente para la formación ideal de pellets.
La mayoría de nuestros ingredientes tener altos valores de aislamiento; por lo tanto, lleva tiempo para que el calor y la humedad penetren en el núcleo de cada partícula El tiempo disponible está limitado a tiempo que tarda una partícula determinada en moverse en la cámara de acondicionamiento. Esto se conoce como "tiempo de retención."
El tiempo de retención puede ser calculado como en el siguiente ejemplo:
Velocidad de rendimiento del pellet = 20 toneladas / hora (302 kg / minuto) Peso de la harina acondicionador = 100 kg ,100 kg ÷ 302 kg / min = 0,33 min prom. Tiempo de retención=
60 × 0.33 minutos = 19.8 segundos.
La investigación sugeriría que tanto la calidad de los pellets como el rendimiento mejoran si el tiempo de acondicionamiento está en el rango de 30 a 90 segundos.
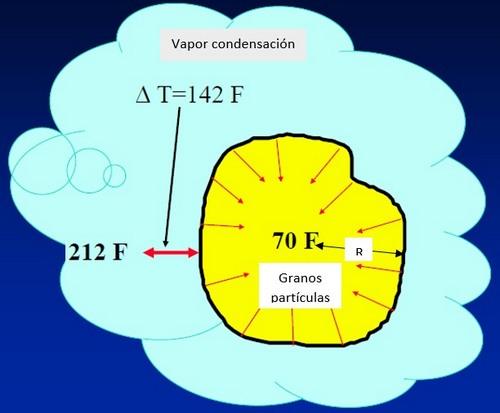
Acondicionamiento a vapor: tiempo de residencia, mezcla y tamaño de partícula
Para entender el acondicionamiento es importante entender el calor y la transferencia de masa entre el componente. El medio en el acondicionador es un sistema trifásico de gas (vapor), líquido (agua) y sólidos (mezcla de alimento). El vapor transfiere energía a las partículas por condensación. Las partículas del alimento es relativamente fresca y el vapor se condensa en ellos, formando una fina película de agua sobre la partícula superficie. Esta agua se absorbe en la partícula, aumentando el contenido de humedad. Qué tan rápido el calor la transferencia y la absorción de humedad ocurre dependerá de la resistencia de la película en la superficie de la partícula y la velocidad a la que el calor y la humedad viajan El núcleo de las partículas. El más sólido y fluido contacto, menor es la resistencia de la película. Tener una buena mezcla en el acondicionador fomenta un mayor contacto entre las partículas de alimentación y el vapor, reduciendo así la resistencia de la película y acelerando el proceso. La velocidad a la que el calor y la humedad viajan al interior de la partícula es regida por las segundas leyes de Fourier y Fick. El alimento está compuesto de partículas que tienen diferentes Resistencia interna al calor y la humedad. Por lo tanto, al conocer los coeficientes de difusividad, uno puede aplicar las leyes físicas para estimar el tiempo necesario (tiempo de residencia) para calentar y humedecer las partículas de manera homogénea.
En general, cuanto mayor es la difusividad de calor y agua, más rápido el calor y la humedad fluirán hacia las partículas. La mayoría de los alimentos tienen altas cantidades de ingredientes como: maíz, sorgo, trigo y sus subproductos. Uno de los componentes principales de estos ingredientes es almidón. A temperatura ambiente, el almidón tiene un coeficiente de difusividad térmica 100 veces mayor que la difusividad del agua. En palabras simples, el calor de transferencia es más rápida que la absorción de humedad por los gránulos de almidón. En la mayoría de las situaciones de acondicionamiento es posible calentar la mezcla al objetivo de temperatura, pero es más difícil hidratarlo al nivel de objetivo de humedad porque requiere más hora. Este último es uno de los motivos por los que es importante tener el tiempo de residencia adecuado en el acondicionador: para permitir que la humedad penetre las partículas. Tener en cuenta que la humedad y la temperatura son elementos clave, trabajando juntos, responsable de lograr una buena durabilidad del pellet. Se puede medir la resistencia de la película alrededor de la partícula. Utilizando el número de Biot adimensional (Bi). Cuando la resistencia está en la película alrededor de la partícula, como es el caso con acondicionadores con poca mezcla, el número de biot es muy pequeño (< 0.1).
En acondicionadores con buena acción de mezcla, la resistencia principal es la difusión de agua a la partícula, y el número de biot es grande (> 10). En base a este número, nosotros podemos clasificar la mayoría de los acondicionadores disponibles actuales para peletizacion y caerían en una categoría intermedia en eficiencia de mezcla donde el número de Biot es aproximadamente 1. La película y resistencia interna tiene un impacto directo en la tasa de hidratación en la partícula.
El tamaño de partícula también tiene un efecto directo sobre qué tan bien la mezcla está acondicionado. Esto puede explicarse por Comprender la relación entre el tamaño de partícula y las tasas de hidratación y transferencia de calor. Está demostrado (Bouvier, 1996) que a más grande las partículas (> 400 micras) requieren el doble tiempo de hidratación que las partículas más pequeñas (< 200 micras). Esto es lógico ya que la humedad agregada a través del vapor en el acondicionador requerirá más tiempo para ser internalizado en una partícula más grande que una pequeña. Además, a menor tamaño de partícula da como resultado mayor área de superficie. La tasa de hidratación puede explicarse en términos matemáticos aplicando las leyes de la termodinámica. La siguiente fórmula le permite a uno calcular el tiempo necesario para una partícula hidratarse adecuadamente basadas en el radio de la partícula:
Fo = Dt / [(R / 3) 2]
Donde Fo es el número de Fourier, D difusividad del agua, t el tiempo de difusión y R el radio de la partícula.
Resolviendo para t muestra que como el radio de la partícula aumenta un mayor tiempo se requiere para hidratarlo. Esto demuestra claramente que el tamaño de partícula no solo debe ser lo suficientemente pequeño como para mejorar la digestibilidad del alimento, pero también para mejorar la tasa de hidratación que puede conducir a una mejor calidad de pellets. Si las partículas son de dimensiones más uniformes, la tasa de hidratación será similar para la mayoría de las partículas, y por lo tanto habrá una distribución más uniforme de la humedad entre partículas en el alimento. Esta es una buena razón para considerando sistemas de molienda post-lote para lograr un tamaño de partícula más uniforme. Manteniendo la distribución del tamaño de las partículas dentro de un rango estrecho puede mejorar la calidad general del pellet tanto en términos de grado de Cocción y pellet durabilidad.
Aglutinantes de pellets:
Los aglutinantes de pellets (o mejoradores del rendimiento de peletizacion) son productos que se utilizan para "unir", "pegar" o mantener juntos los diversos componentes del alimento para que mantengan la integridad de los pellets durante las operaciones posteriores después de la matriz de pellets.
Muchos productos han sido probados y un número limitado se ha utilizado ampliamente como aglutinantes en alimentos para animales peletizado. Los actuales aglutinantes comerciales de alimentos para animales generalmente se pueden clasificar en una de las siguientes categorías:
.- Ligantes a base de lignina / lignosulfonatos
.- Ligantes de hemicelulosa.
.- Aglutinantes minerales (arcillas).
.- Aglutinantes especiales (gomas, almidones, productos formulados, etc.).
.- Melaza 2 a 3%.
.- Harina de trigo 10 a 15 %.
Se ha demostrado que varios aditivos para piensos producen un marcado aumento en la firmeza de los pellets.
También se ha demostrado que la adición de humedad (agua) en el mezclador aumenta la durabilidad de los pellets y disminuye el consumo de energía de la peletizadora. El aumento en la durabilidad del pellet solo debería mejorar económicamente la producción de pollos de engorde. Generalmente, se emplea un rango de 15 a 17% de humedad.
Sin embargo, los alimentos que contienen cantidades abundantes de ingredientes ricos en fibra requerirán un mayor nivel de humedad, mientras que los alimentos bajos en fibra requerirán menos humedad. Si se sigue el procedimiento de adición de humedad, se requiere un secado adicional de los gránulos para que el moho no ocurra durante el almacenamiento.
Finos:
El alimento mal fabricado con exceso de finos hace que algunas de las aves consuman solo pellets, dejando los finos más pequeños para las aves menos agresivas. Debido a que la calidad de los gránulos afecta la tasa de crecimiento, la presencia de finos en un alimento puede afectar la uniformidad del lote. Si se suministran finos a las aves, se observa una pérdida en la conversión del alimento y la tasa de ganancia. Como se indicó anteriormente, con cada 10% de finos adicionales, se obtendrá una pérdida de un punto de conversión.
Las migajas o los pellets de baja calidad darán como resultado una ingesta reducida de alimento y un rendimiento biológico más pobre. En la granja, se debe prestar atención al manejo de la distribución de alimentos para maximizar el deterioro físico en las migajas y los pellets.
Se necesitan pellets de buena calidad para soportar repetidos procesos de manipulación y reducir la formación de finos y la rotura por la acción mecánica durante el transporte.
Enfriamiento del pellet:
Objetivo del secado y enfriamiento:
-Secado: remover el exceso de agua que se añadió durante el procesamiento del alimento a niveles de humedad donde se pueda almacenar sin que se dañe.
-Enfriamiento: remover un poco de agua del producto y bajar la temperatura para poder almacenarlo.
-Nivel de humedad: 8-11%
-Temperatura: 3- 5 oC más que la temperatura ambiente.
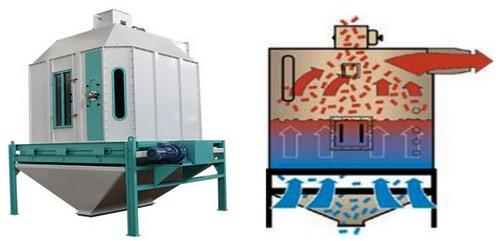
Enfriadoras de contraflujo:
-Compacta.
-Poco mantenimiento.
-Menor necesidad de aire por tonelada.
-Puede ajustarse el espesor de la cama.
-Mayor uso de energía.
Puntos a considerar:
La anatomía del sistema digestible se ve afectada por el tamaño de partícula del alimento, lo que podría afectar la absorción de nutrientes. Esto es especialmente importante teniendo en cuenta que el sistema digestivo de los pollos de engorde seleccionados para un crecimiento rápido es menos maduro a medida que las aves son empujadas al peso del mercado más rápido. La investigación está limitada en los tamaños de pellets adecuados requeridos por los pollos de engorde, y esto puede ser necesario abordar a medida que se realizan cambios en la fabricación de alimentos. Es probable que se pueda optimizar el refinamiento del tamaño de los pellets a la edad o al peso corporal para mejorar el rendimiento.
La alimentación en forma de pellets aumenta el requerimiento de lisina en aves en crecimiento en comparación con aquellos alimentados con dietas similares en forma de harina. Debido a que la peletizacion aumenta la energía productiva de la dieta, se especula que se requiere más lisina ya que el requerimiento de algunos nutrientes está relacionado con el nivel de otros nutrientes disponibles para el ave. Si la mejora promedio en la conversión de alimento debido a la peletizacion es de solo 10%, por ejemplo, entonces el requerimiento teórico para lisina sería 1.43% comparado con 1.30% en alimento en harina. Muchas tablas de biodisponibilidad de nutrientes se basan en alimentos en forma de harina que no se han procesado. Por lo tanto, el rendimiento de las aves en el campo alimentadas con alimentos mal fabricados puede diferir de las dietas alimentadas con alta calidad de pellets.
Tabla 5. Alimento y tamaño de partícula recomendado por edad en pollos de engorde.
Fuente: Ross broiler handbook, 2018.
Desventajas del alimento peletizado:
-Como inconvenientes del alimento peletizado, podríamos citar la necesidad de maquinaria especializada (acondicionador, peletizadora y enfriador) y de un proceso de fabricación más largo y aparentemente de mayor costo económico.
Este aumento del coste económico se atribuye a:
.- La amortización de las inversiones en maquinaria,
.- Un mayor consumo energético,
.- El mantenimiento de los equipos
.- Las mermas de las materias primas en el proceso de producción (pérdidas de humedad por almacenamiento, molienda, finos, etc.).
.- El calor excesivo puede provocar la reacción maillard (un grupo amino de un aminoácido y un grupo carboxilo de un azúcar reductor
Reacción de Maillard
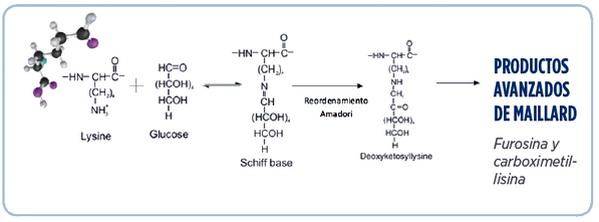 Fuente: Sophie Parker-Norman, 2017.
Fuente: Sophie Parker-Norman, 2017.Efectos negativos en alimentos:
.- Disminución del valor nutritivo y alteración de las características organolépticas, al verse implicados aminoácidos esenciales y vitaminas tales como la K y C.
.- La lisina es el aminoácido más afectado, aminoácidos azufrados, triptófano, arginina e histidina.
.- Disminución de la solubilidad y digestibilidad de las proteínas.
.- La reacción de Maillard produce cambios en la estructura proteica que impide la acción de las peptidasas digestivas en las proximidades de los enlaces cruzados.
.- La tripsina es la enzima más afectada por la presencia de productos de maillard.
.- las carbohidrasas intestinales pueden verse afectadas (disacaridasas, lactasas, invertasas, maltasas, trehelasas).
.- Algunos productos resultantes de la reacción son potencialmente tóxicos, como las melanoidinas (a altas concentraciones) y pirazinas que poseen capacidad mutagénica en ciertas condiciones de temperatura, al contribuir a la producción de otras sustancias tóxicas cancerígenas, como las nitrosaminas.
.- El calentamiento y luego enfriamiento provoca la retrogradación del almidón que será menos digestible con una reducción de la energía.
.- El tratamiento térmico puede reducir la eficiencia de las enzimas exógenas por lo cual deben ser termoestables.
Lisina reactiva:
La reacción de Maillard, resulta usualmente por el exceso de calentamiento, es una reacción irreversible que provoca que la lisina no esté disponible para la digestión.
La lisina reactiva, es la lisina que no ha sufrido la reacción de Maillard y es metabolizable, puede describirse como lisina no modificada, la cual posee un grupo amino de cadena lateral libre y puede estar libre o unirse a proteínas. En el pasado, la lisina reactiva ha tenido varios nombres incluyendo lisina químicamente reactiva y lisina químicamente disponible. Medir lalisina total en el alimento implica la hidrólisis ácida de las proteínas presentes; durante la hidrólisis, parte de la lisina dañada puede ser liberada y analizada como lisina. Sin embargo, esta lisina no está disponible para ser metabolizada por el animal.
 Fuente: Sophie Parker-Norman, 2017.
Fuente: Sophie Parker-Norman, 2017.
Resumen:
Molienda (500 a 700 micrones)

Mezclado (60 seg., CV< 10 %, Humedad temperatura 18 a 20 oC, Humedad 10 a 11%)

Acondicionado (40 a 60 seg.), Humedad 16 a 18%, temperatura 80 a 90%, presión de vapor 25 a 45 PSI
Peletizado


Enfriado (Humedad 8 a 12%, temperatura 3 a 5 oC más temperatura ambiente)

Comedero ( PDI > ?)