Elaboración de queso fresco
Diagnóstico y propuesta de soluciones a las prácticas de manufactura en una microempresa durante la elaboración de queso fresco
Publicado: 16 de agosto de 2011
Por: Ina Ramírez Miranda, Monroy, L.J.F., Suárez, G.F. (Facultad de Medicina Veterinaria y Zootecnia), y Álvarez, M.C.I (Facultad de Estudios Superiores Cuautitlán), Universidad Nacional Autónoma de México
Al revisar y evaluar las operaciones de una microempresa durante el proceso de elaboración de queso fresco, usando el formato del Acta de 90 puntos establecido por la Comisión Federal para la Protección contra Riesgos Sanitarios (COFEPRIS), fue posible determinar que el establecimiento no cumplió con lo especificado en la NOM-120-SSA1-1994, lo anterior con base en una calificación total de 28.91%. En cuanto a los productos terminados, al ser analizados a través de un plan de muestreo de acuerdo a los criterios microbiológicos establecidos por la Comisión Internacional sobre Especificaciones Microbiológicas para los Alimentos (ICMSF), éstos no cumplieron con las especificaciones de la normatividad vigente en México, pues aunque en el queso Panela, los conteos de indicadores sanitarios tales como coliformes fecales (25 NMP/g) y S. aureus (180 UFC/g), sí se encontraron dentro de los límites permitidos por la Secretaría de Salud, no ocurrió lo mismo con respecto al conteo de mohos y levaduras (2 900 UFC/g); además de determinarse la presencia de Salmonella spp, en el 60% de las muestras.
En cuanto al queso Oaxaca, éste cumplió con las especificaciones de S. aureus (380 UFC/g), así como la ausencia de Salmonella spp, pero no con lo que respecta a la cuenta de coliformes fecales, mohos y levaduras encontrándose 350 y 2 800 UFC/g respectivamente. Con lo anterior se comprobó la pobre calidad microbiológica del producto final, consecuencia de la ausencia de buenas prácticas de manufactura, por lo cual se diseñó un manual y se impartieron pláticas a todo el personal involucrado, para con ello fomentar el desarrollo de un programa que permitiera disminuir cualquier riesgo sanitario.
En cuanto al queso Oaxaca, éste cumplió con las especificaciones de S. aureus (380 UFC/g), así como la ausencia de Salmonella spp, pero no con lo que respecta a la cuenta de coliformes fecales, mohos y levaduras encontrándose 350 y 2 800 UFC/g respectivamente. Con lo anterior se comprobó la pobre calidad microbiológica del producto final, consecuencia de la ausencia de buenas prácticas de manufactura, por lo cual se diseñó un manual y se impartieron pláticas a todo el personal involucrado, para con ello fomentar el desarrollo de un programa que permitiera disminuir cualquier riesgo sanitario.
INTRODUCCIÓN
En la medida que el proceso de industrialización de la leche se intensifica, ésta es cada vez menos un alimento final, principalmente en los países con grados de desarrollo de medio a alto; lo que ha implicado cambios notables tanto en la producción como el consumo.1
En el mercado mexicano de la leche y derivados lácteos coexisten tres grupos de empresas: internacionales, nacionales y familiares o artesanales,2 cada uno con diferentes objetivos, productos, tecnologías y estrategias. Así, formas artesanales de producción a pequeña escala (establecimientos cercanos al nivel de subsistencia y con mínimas posibilidades de reproducción del capital), no pueden competir con empresas -tanto nacionales como internacionales- de gran escala que utilizan técnicas productivas de última generación.3
Pero la industrialización y la pretendida homogenización de los productos y procesos relacionados con la transformación de la leche, no han impedido que pequeñas queserías y ganaderos lecheros participen en el mercado de derivados lácteos con productos heterogéneos, tanto en su composición como en sus características, muchas veces con fuertes vínculos con una cultura gastronómica regional y consecuentemente dirigidos a mercados locales y que son elaborados mediante técnicas artesanales. Barajas (2002), considera que los quesos regionales escapan de las exigencias de la globalización (mayor normalización y estandarización de los productos agroindustriales) y tanto los productores como los consumidores tienen un concepto propio de calidad, el que no necesariamente corresponde al dictado por los esquemas globales, situación que hace que estos productos posean su propio nicho de comercialización.4
Además de lo anterior, el queso enfrenta otros problemas que dificultan su comercialización, pues debido al proceso artesanal de producción con leche sin pasteurizar,5 contrario a lo que exige la NOM-121-SSA1-1994, Bienes y Servicios. Quesos: frescos, madurados y procesados. Especificaciones Sanitarias, este producto es altamente perecedero y su consumo constituye un riesgo potencial para la salud.6
La leche, que es la materia prima indispensable en la microempresa en la cual se llevo a cabo el presente estudio, se halla amenazada por la contaminación (bacterias, virus, residuos químicos, entre otros), debido a que el origen del que se obtiene es de establos de traspatio, donde los productores no cuentan con equipo de enfriamiento, no reciben capacitación y tienen un acceso limitado al crédito y tecnología, lo cual se traduce en deficiencias de control sanitario en la producción; lo que aunado a la forma en cómo la leche es transportada, las instalaciones e infraestructura inadecuadas para su transformación, la falta de capacitación del personal y el desconocimiento o evasión en el cumplimiento de la normatividad; se presentan como factores potenciales de riesgos sanitarios o condiciones adversas que no permiten el control efectivo para los productos terminados.
En la producción de quesos en nuestro país, la puesta en marcha de un buen programa de Buenas Prácticas de Manufactura (BPM) como base para un sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP, por su siglas en inglés), permitiría incursionar en otros mercados convirtiéndose en una fuente generadora de ingresos para los pequeños y medianos productores.
Para el establecimiento de un programa de BPM, que asegure la calidad microbiológica de quesos, se requiere analizar las características en las diferentes etapas de producción, evaluar las condiciones higiénico-sanitarias con las que se opera en cada una y determinar la calidad sanitaria de sus productos, a través del análisis bacteriológico de los mismos, de acuerdo con lo señalado en las NOM.
Por lo tanto, el presente trabajo tuvo como objetivo principal la evaluación de las prácticas de manufactura en una microempresa productora de lácteos, durante la elaboración del queso fresco, mediante el diagnóstico observacional y microbiológico, así como el diseño de un manual, que le permitiera contribuir en el cumplimiento de las especificaciones microbiológicas establecidas en la NOM-121-SSA1-1994, para con ello disminuir cualquier riesgo sanitario y mejorar sus perspectivas y alcances productivos.
METODOLOGÍA
Para el diagnóstico situacional, se determinó el grado de cumplimiento de las especificaciones señaladas en la NOM-120-SSA1-1994. Bienes y servicios. Prácticas de higiene y sanidad para el proceso de alimentos, bebidas no alcohólicas y alcohólicasb, a través de un diagnóstico observacional.
Para evaluación de las condiciones sanitarias del establecimiento, se evaluaron, sólo al inicio del presente estudio, las condiciones y operaciones de la planta con base en el formato del Acta de 90 puntos establecido por la COFEPRIS.
Para la toma de muestras y evaluación microbiológica del producto, agua, superficies y ambientales, se realizaron las siguientes actividades:
- Observación diaria durante una semana del proceso de elaboración del queso, desde el acopio y recepción de la leche cruda hasta la venta del producto terminado.
- Análisis microbiológicos de la leche cruda recibida en la planta.
- Análisis microbiológicos del producto durante y al final del proceso.
- Registro de algunos parámetros fisicoquímicos efectuados durante el proceso (temperatura en el proceso térmico, temperatura de almacenamiento, tiempo en las etapas del procesado, temperatura y pH de las muestras).
- Análisis microbiológicos de superficies vivas, inertes, del agua y ambientales.
Para obtener una muestra representativa del producto, se utilizó el programa de muestreo recomendado por la Comisión Internacional de Especificaciones Microbiológicas para Alimentos (ICMSF, por sus siglas en inglés), en donde Salmonella spp, al ser considerado como el agente de mayor patogenicidad dentro de los criterios microbiológicos establecidos en el presente trabajo, fue seleccionado para determinar el número máximo de muestras a obtener.
En el caso de los quesos frescos, las condiciones de riesgo están influenciadas por la deficiente calidad microbiológica de la materia prima, la ausencia de BPM durante el proceso de elaboración, el transporte del producto terminado (cuando el producto es vendido fuera de la planta) y si se considera que el consumo de estos productos se lleva a cabo generalmente sin ningún tratamiento que reduzca el riesgo, se eligió la categoría 12 de muestreo, la cual indica que el tamaño de n, en esta categoría, es 20, por lo cual, ese fue el tamaño de muestra obtenida para cada tipo de queso.
La prevención de microorganismos indeseables en el queso se lleva a cabo en cuatro etapas específicas donde se plantean los siguientes objetivos:
- Evitar una elevada carga microbiana en la materia prima o su multiplicación (higiene en el lugar de producción, enfriamiento rápido de la leche, corto periodo de tiempo desde la ordeña hasta la manufactura del queso).
- Disminuir la carga bacteriana y eliminación de patógenos (a través del proceso térmico seleccionado).
- Prevenir la contaminación cruzada, sea directa o indirecta, del producto durante su elaboración.
- Establecer las condiciones que ayuden a limitar la proliferación de microorganismos (pH, concentración de sal, temperatura de refrigeración durante el almacenamiento, etc.).7
Por lo tanto, en distintos días, se tomaron cinco muestras representativas en cada una de las siguientes etapas del proceso, para ser analizadas: leche cruda, leche termizada (subpasteurizada), cuajada y producto terminado.
También se obtuvieron muestras de agua de servicio en diversos puntos dentro del área de la planta; muestras ambientales; así como de superficies inertes (utensilios, equipo utilizados durante el proceso) y por último, de superficies vivas (manos y orofaringe de los operarios).
La identificación y el manejo de las muestras se realizaron según la NOM-109-SSA1-1994, Bienes y servicios. Procedimientos para el manejo y transporte de las muestras de alimentos para su análisis microbiológico 8 y la NOM-110-SSA1-1994. Preparación y dilución de muestras para su análisis microbiológico. 9
Los análisis microbiológicos se realizaron en el laboratorio de servicio de Control Analítico de Agua y Alimentos del Departamento de Medicina Preventiva y Salud Pública de la Facultad de Medicina Veterinaria y Zootecnia (FMVZ) de la Universidad Nacional Autónoma de México (UNAM).
El registro de las temperaturas de las muestras se efectúo con un termómetro de vidrio, escala de -20 a 110 °C, al momento de la toma de las mismas, mientras que la medición del pH se llevó a cabo en el laboratorio, aproximadamente 3 horas después de su recolección, utilizando un potenciómetro electrónico.
En la leche cruda, leche termizada, cuajada y el producto terminado después de ser envasado se realizaron las siguientes determinaciones microbiológicas: coliformes totales (CT) y coliformes fecales (CF), por la técnica del número más probable (NMP), según la NOM-112-SSA1-1994, Bienes y servicios. Determinación de bacterias coliformes. Técnica del número más probable,10Salmonella spp. según la NOM-114-SSA1-1994, Bienes y servicios. Método para la determinación de salmonela en alimentos,11Staphylococcus aureus de acuerdo a la NOM-115-SSA1-1994, Bienes y servicios. Método para la determinación de S. aureus en alimentos,12así como recuento de mohos y levaduras en agar papa-dextrosa, según la NOM-111-SSA-1994, Bienes y servicios. Método para la cuenta de mohos y levaduras en alimentos.13
Debido a que se logró identificar la presencia de salmonela en producto en proceso y terminado, se decidió efectuar la determinación para la misma en las muestras de agua, superficies inertes y superficies vivas.
La calidad sanitaria del agua se determinó utilizando la técnica del NMP, según la Modificación a la NOM-127-SSA1-1994, Salud ambiental. Agua para uso y consumo humano. Límites permisibles de calidad y tratamientos a que debe someterse el agua para su potabilización.14 También se realizó la técnica para la detección de salmonela, a través del método de filtración por membrana.
Para los equipos y superficies, se determinaron conteos de coliformes totales (CCT), mesofílicos aerobios (CMA), psicrótrofos (sólo para la cámara frigorífica y vitrina expositora), mohos y levaduras (ML), salmonela y S. aureus mediante la técnica del hisopado, según lo señalado en el Procedimiento para el examen microbiológico de superficies y utensilios, del Laboratorio Nacional de Salud Pública (1995)15 y la Guía Técnica para el Análisis Microbiológico de Superficies en contacto con Alimentos y Bebidas/ R.M. N° 461-2007/MINSA.16
Para evaluar la calidad sanitaria de las manos de los operarios durante el proceso de elaboración del queso, se determinaron la CCT, CMA, salmonela y S. aureus (este último también en orofaringe), mediante la técnica del hisopado.
Para la determinación de la calidad del ambiente se colocaron placas con agar CMA para la determinación de mesofílicos y psicrótrofos, con agar rojo violeta bilis (RVBA) para CCT y con agar papa dextrosa para HL, durante 15 minutos en cada una de las áreas planta involucradas en el proceso del producto.
RESULTADOS
La calificación total obtenida por la empresa fue 28.91%, porque de las 90 preguntas del acta aplicaron 83 dando un total posible máximo de 166 puntos de calificación equivalentes al 100%; por lo tanto el establecimiento sumo 48 puntos de calificación.
Analizando los resultados de acuerdo con el cumplimiento de los puntos considerados por el acta y que aplicaron al establecimiento (83 puntos), se observó cumplimiento parcial (calificación 1) en el 38.55 % del total de puntos. No se cumple (calificación 0) en el 51.8% y se cumple plenamente (calificación 2) solo el 9.63% del total de puntos. (Cuadro 1)
Al desglosar los resultados en los apartados que componen el acta se observa que los apartados de equipo y almacenamiento (62.5 % y 60 % respectivamente), se encuentran en el límite de una calificación reprobatoria; el apartado del personal obtuvo 57.1%, mientras los demás apartados se encuentran debajo del 50% en la calificación; es decir que para la empresa la evaluación del cumplimiento de la norma no es satisfactorio. Los apartados más importantes en esta situación, y en orden ascendente de calificación, son los concernientes a distribución, control de plagas, medio ambiente, control de proceso, área de proceso, envasado, operación, servicios, instalaciones físicas y materias primas. (Cuadro 2)
En cuanto a los resultados microbiológicos (Cuadros 3 y 4), puede afirmarse que durante el proceso de elaboración del queso Panela las cuentas elevadas de CT, CF, ML y S. aureus, obtenidas a partir de la leche cruda, así como la presencia de salmonela sugieren malas prácticas de manipulación durante el ordeño en los establos proveedores de leche a la planta, aunado a la falta de refrigeración inmediata después de su obtención.
Los valores promedio hallados en la leche termizada, así como la ausencia de salmonela, indican que se cumplen las especificaciones microbiológicas establecidas por la norma y que el tratamiento térmico para el caso de estos microorganismos, al menos durante el día en que se tomaron las muestras, fue eficaz.
En la cuajada aumentaron todos los valores promedio con respecto a la leche termizada, lo cual puede deberse a que la cuajada se mantuvo expuesta directamente al medio ambiente a una temperatura promedio de 35.2 °C (óptima para el crecimiento bacteriano), durante más de una hora o tal vez a que hubo mucha manipulación directa, deficientes prácticas en la higiene del personal y empleo de una gran cantidad de utensilios sucios, con la posibilidad que microorganismos patógenos estén presentes, permitiendo que puedan multiplicarse hasta alcanzar la mínima dosis infectiva (MDI). (Figura 1 y 2).
En el producto terminado los recuentos de ML, pueden deberse a las deficientes prácticas de higiene y saneamiento en el ambiente, equipos o utensilios, durante el envasado y almacenamiento. Así mismo la presencia de salmonela sugiere que, además de lo anterior, el operario encargado de la elaboración del queso Panela pueda ser un portador asintomático. Por el contrario, la disminución en los valores de CF, con respecto a los valores presentes en la cuajada, puede explicarse por la acción inhibitoria de la sal en el crecimiento de diversos microorganismos, a la temperatura de refrigeración durante el almacenado del queso, pero sobre todo a la acción de los aditivos utilizados durante la manufactura del mismo. (Figura 3)
En lo que se refiere a la leche cruda destinada para la elaboración del queso Oaxaca, el conteo menor para CF y ML, con respecto a la leche cruda destinada a la elaboración del queso Panela, sugiere que tal vez haya diferencia en las prácticas y condiciones de los establos proveedores. Aunque también se detectaron muestras positivas a Salmonella spp.
Los valores promedio hallados en la leche termizada, así como la ausencia de salmonela, indican que, al igual que en el caso de la leche termizada destinada a la elaboración del queso Panela, se cumplen las especificaciones microbiológicas establecidas por la norma y que el tratamiento térmico para el caso de estos microorganismos, al menos durante el día en que se tomaron las muestras, fue eficaz.
En la cuajada los valores promedio aumentaron con respecto a la leche termizada, considerando no sólo las razones anteriormente citadas, sino también al hecho de que se hayan a la mezclado leches (termizada, cruda y cruda descremada).
En el producto terminado, el aumento en los recuentos de CF y ML, pueden deberse a las deficientes prácticas de higiene y saneamiento durante el envasado y almacenamiento. Por el contrario, la disminución en el conteo de S. aureus, con respecto a los valores presentes en la cuajada, puede explicarse debido a la acción de los aditivos utilizados durante la manufactura. (Figura 4)
La evaluación de coliformes del agua empleada en la planta demostró que su calidad sanitaria no es aceptable, ya que se detectaron valores, tanto de CT como de CF, muy elevados (> 8 NMP/100 ml) con respecto a lo que establece la Modificación a la NOM-127-SSA1-1994 (ausencia o no detectables en 100 ml). (Cuadro 5)
En superficies vivas, después de observar un conteo elevado (Cuadro 6), se puede afirmar que tanto el procedimiento seguido para el lavado de manos, como la calidad del agua son deficientes, lo cual no permite que se cumpla lo especificado en la Aclaración de la NOM-093-SSA1-1994, CMA <3000 UFC/superficie, CT <10 UFC/superficie, lo que representa un factor potencial de recontaminación a partir de la etapa de cuajado, donde comienza la manipulación directa del producto por parte de los operarios con injerencia directa en las etapas siguientes.
Los valores hallados en superficies, equipos y utensilios que entran en contacto con el producto (Cuadro 7), en cualquiera de sus etapas, se observan elevados con respecto a lo especificado en la NOM-093-SSA1-1994, (CMA < 400 UFC/cm2, CT < 200 UFC/cm2 o CMA <100 UFC/superficie, CT < 50 UFC/superficie), debido a la ausencia de procedimientos de limpieza y desinfección y a la mala calidad microbiológica del agua utilizada durante el lavado de las superficies. Por lo anteriormente descrito, es posible afirmar que los productos analizados a través de un plan de muestreo basado en los criterios microbiológicos previamente establecidos en este proyecto, no cumplen con las especificaciones determinadas en la NOM-121-SSA1-1994 (coliformes fecales 100 NMP/g, S. aureus 1000 UFC/g, mohos y levaduras 500 UFC/g y ausencia de Salmonella spp).
DISCUSIÓN
Como se puede corroborar entonces, la calidad microbiológica del producto final, en este caso, depende de varios aspectos:
Mala calidad microbiológica de la leche
Está bien entendido que la calidad microbiológica de un queso depende en primera instancia de la calidad microbiológica de la leche con la que se elabore, la cual, está en relación directa con el número y la naturaleza de los microorganismos presentes en un momento dado. Ningún programa que busque mejorar la aceptabilidad higiénica del producto tendrá éxito, a menos que la planta entienda que la primera contaminación está en la materia prima, es decir, la leche.
En este caso, las elevadas cuentas de los indicadores sanitarios y la presencia de patógenos como Salmonella, convierten a la leche en un vehículo de peligros potenciales, en caso de que procesos posteriores, no los destruyan o disminuyan a niveles aceptables.
Diversos son los mecanismos que se deben establecer para lograr una relación donde todos ganan, la empresa por recibir materia prima de calidad óptima, el productor cuando la empresa considere abonar mejores precios por su esfuerzo de producirla y el consumidor que recibirá un producto de alta calidad,17 como se contempla en el Diario Oficial de la Federación: Lineamientos de Operación para el Esquema de Apoyo a la Competitividad para la Producción de Leche - Ordeña por Contrato- en el Marco del Programa de Apoyos a la Competitividad por Ramas de Producción.18
Las BPM deben emplearse a lo largo de todo el ciclo de producción de leche, lo que incluye buenas prácticas agrícolas, veterinarias y durante el ordeño.
Es necesario promover la aplicación de las normas oficiales mexicanas en cuanto al manejo de la leche antes, durante y después del ordeño, ya que mediante ellas se busca minimizar la contaminación de la leche a nivel de establo y obtener leche de aceptable calidad microbiológica, como por ejemplo, el PROY-NOM-212-SSA1-2002. Productos y servicios. Quesos no madurados o frescos, madurados y procesados, así como los productos elaborados con ingredientes, procedimientos o aspecto semejante. Especificaciones sanitarias. Métodos de prueba, cuya cancelación fue publicada el 22 de octubre de 2004;19donde se establecían las especificaciones sanitarias microbiológicas que debe cumplir la leche cruda, tanto para la que va a ser sometida a un proceso térmico posterior, como la que no.
Debido a las condiciones sanitarias de origen de la materia prima, en este caso, la empresa se vuelve completamente responsable de la falta de inocuidad del producto por no tener la precaución de adquirir materia prima de calidad sanitaria aceptable.
Prácticas inadecuadas durante el transporte
Una etapa muy relacionada con la inocuidad de la materia prima es el transporte, ya que los peligros a los que puede estar sometida son principalmente contaminación de cualquier naturaleza y el desarrollo de microorganismos.
La leche, por su naturaleza, necesita una temperatura menor a 4 °C durante su transporte, así como un adecuado almacenamiento durante el mismo (NMX-F-720-COFOCALEC-2006),20 para evitar la multiplicación de microorganismos. Hay que tener presente que de nada sirve cuidar la seguridad y la calidad de la materia prima en su origen si el transporte no resulta el adecuado para mantenerla. Un alimento seguro puede dejar de serlo si el transporte no se realiza correctamente.
Los principales factores a tener en cuenta durante el transporte de la leche son, sin duda, el tiempo transcurrido desde que la materia prima sale del lugar de producción hasta la llegada a la planta (cuanto más breve, mejor) y la temperatura, (en los cuales la empresa no ha puesto suficiente interés, ya que la leche llega a estar hasta una hora, después de su llegada a la planta, a la intemperie, antes de ser procesada sin ningún tipo de control de la temperatura, lo anterior, debido a su desconocimiento de la importancia de mantener la cadena fría, además de no contar aún con recursos suficientes para la adquisición de un transporte con sistema refrigerante).
Otro punto a tener en cuenta es la mezcla de la leche obtenida de los diferentes puntos de acopio, lo que aunado a la deficiente limpieza y desinfección de los botes o contenedores, así como del vehículo donde es transportada y las prácticas incorrectas de manipulación e higiene por parte del personal, ocasionan una contaminación agregada, lo que aumenta el riesgo sanitario de la materia prima.
Los microorganismos en la leche juegan un papel muy importante y como la duración del poder bacteriostático de la leche es inversamente proporcional a su temperatura, grado de contaminación y suciedad, cuanto más se eleven estos factores, el producto requiere ser enfriado o procesado más rápido o a más bajas temperaturas.21, 22
Proceso térmico deficiente
Considerado el proceso térmico como un punto crítico de control, la NOM-121-SSA1-1994 establece que cualquier tipo de queso debe ser elaborado a partir de leche pasteurizada, de acuerdo con lo establecido en la NOM-184-SSA1-2002. Leche, formula láctea y producto lácteo combinado. Especificaciones sanitarias., 23
La pasteurización, tiene como objetivo eliminar o inactivar las bacterias patógenas y aquéllas que afectan la calidad de la leche. En este aspecto, se pudo constatar que la empresa no tiene bien establecidos los parámetros que definen a la pasteurización de la leche (63 °C/30 min ó 72 °C/15 s), ya que los operadores cuando verifican que la temperatura ha alcanzado los 65° C, apagan el fuego al cual se está calentando la leche.
Al proceso anterior, se le denomina termalización, termización o subpasteurización,24, 25 el cual puede variar entre 60° y 69° C durante 15-20 segundos.26 Este proceso térmico, es muy recurrido en la industria quesera debido a que su propósito es la destrucción de bacterias, especialmente psicrofílicas y también a que casi no causa cambios irreversibles en la leche. Aunque se ha observado que la termización reduce las poblaciones de microorganismos,24 lo cual pudo constatarse en los resultados obtenidos de las determinaciones microbiológicas de la leche termizada (por lo menos, el día en que esas muestras fueron colectadas) (Ver cuadros); actualmente se ha reportado que patógenos como Listeria monocytogenes, Salmonella spp, S. aureuso E. coli, pueden sobrevivirla.26, 27
Ausencia de procedimientos de limpieza y desinfección
Las áreas de proceso, incluyendo los pisos, el drenaje, equipo y utensilios incorrectamente desinfectados, los sistemas de flujo de aire, las prácticas inadecuadas durante el envasado y las cámaras de refrigeración sucias, constituyen fuentes de contaminación de bacterias patógenas. Algunos autores, por ejemplo, han descrito que la materia prima cruda es la fuente de contaminación con L. monocytogenes para ciertos alimentos procesados. Mientras que otros han encontrado que la principal fuente directa de la contaminación del producto es el ambiente y equipo durante el procesado.28, 29
La adherencia de bacterias patógenas a superficies y el desarrollo de biopelículas, representa una preocupación debido a su papel potencial dentro de la recontaminación del alimento, lo cual podría conducir al deterioro del alimento o transmisión de enfermedades.30, 31, 32
Durante el diagnóstico de la empresa, se pudo observar que los POES, no son ejecutados durante todo el proceso de elaboración del queso, por lo que las elevadas cuentas registradas en superficies sugieren que la recontaminación del producto está presente. La gerencia al carecer de la experiencia necesaria, no ha podido establecer y hacer cumplir los POES, educar y concientizar al personal con respecto a la importancia de una adecuada limpieza y desinfección de las superficies que entran en contacto directo con el producto.
Mala calidad microbiológica del agua
En la empresa, dentro de todos los factores de riesgo que podrían estar presentes en la contaminación del producto, el más importante a considerar es la calidad microbiológica del agua utilizada durante el proceso del mismo, así como para las actividades de limpieza; ya que como se puede observar en los resultados obtenidos, el agua no cumple con las especificaciones de coliformes totales y fecales señalados en la Modificación a la NOM-127-SSA-1-1994, por lo cual no debe ser considerada como potable y, por lo tanto, apta para su utilización en la manufactura de alimentos.
En un informe publicado por COFEPRIS, se menciona que las delegaciones de Xochimilco, Milpa Alta y Tláhuac son las delegaciones del Distrito Federal con mayor riesgo por contaminación bacteriológica del agua potable, a pesar del uso del cloro, debido a que suelen presentarse infiltraciones de aguas con heces fecales a las redes de distribución, de acuerdo con el último muestreo sobre la calidad del líquido llevado a cabo en los meses de junio y julio del 2009,33 lo que aunado a que las tuberías por donde corren el agua potable y el drenaje comunican entre sí por fugas, debido a la falta de mantenimiento, constituye un importante factor de riesgo para la presentación de gastroenteritis y enfermedades crónicas.
En un estudio se reveló que, a partir de 102 muestras de agua tomadas en la Ciudad de México, fueron identificadas 84 especies bacterianas de nueve géneros normalmente asociados a contaminación fecal. Así mismo, también se encontró que 18 por ciento de las muestras de agua no cumplieron con las especificaciones de cloración estipuladas en la citada norma (0.2 a 1.5 mg/litro). 34
Los autores del estudio anterior, afirman que los estándares de calidad bacteriológica del agua en uso en México, basados únicamente en coliformes totales y fecales, no garantizan que el agua del DF sea segura para beber, pues la resistencia de coliformes a la desinfección es más baja que la de muchos otros microorganismos patógenos, como parásitos y virus.35 Por lo que el agua que aparentemente se encuentra libre de patógenos, debido a la ausencia de coliformes, puede contener otras bacterias tales como Helicobacter pilori o Legionella pneumophila, virus como el de la hepatitis A o E, rotavirus, coxsackievirus, adenovirus y virus tipo Norwalk (norovirus), así como parásitos del género Giardia y Cryptosporidium.34, 35
Otro factor importante a considerar es que aunque el agua reúna las condiciones de potabilidad al ingresar al sistema de distribución, ésta puede deteriorarse antes de llegar al consumidor, ya sea por contaminación del mismo sistema de distribución o por manejo intradomiciliario deficiente el cual se agrava por el almacenamiento en cisternas, tinacos u otros depósitos. 36
La irregularidad del suministro de agua hace necesarios el almacenamiento de agua en tinacos y cisternas que representan fuentes potenciales de contaminación adicional. Lo que se demuestra en un estudio llevado a cabo, en donde se observó que las concentraciones de cloro son mayores a la entrada de los depósitos que con respecto a la salida del mismo. Lo que sugiere la falta de medidas de limpieza y cuidados de los sistemas de conducción y almacenamiento del agua por parte de los usuarios en sus domicilios, sobre todo en la Zona Sur del DF, donde se encuentra ubicada la empresa, debido a que en toda la zona al interior de las viviendas se tiene una concentración por debajo del límite mínimo permisible.36
En este caso, la cisterna con la que cuenta la planta evaluada se encuentra ubicada al nivel del piso, en ocasiones no bien tapada, cerca del área donde se lleva a cabo el lavado de utensilios, por lo que mucha del agua sucia llega a escurrir hacia el interior de la misma, además de que no se limpia con regularidad. Cuando el agua se almacena no se recicla constantemente, el cloro libre residual se disipa, y tales contenedores actúan como medios de cultivo de bacterias y de otros organismos nocivos para la salud.
Presencia de fauna nociva
La presencia de ratas y moscas, principalmente en el área de producción de la planta, constituye una importante fuente de recontaminación para el producto, ya que estas plagas son consideradas como vectores de ETA.37
La rata, como especie sinantrópica, es decir, que vive en directa vecindad con el hombre, ocupa una posición muy importante en la cadena infecciosa de muchas enfermedades bacterianas y víricas en el hombre y los animales, como salmonelosis, brucelosis, leptospirosis, listeriosis, yersiniosis y otras que llegan a través de sus mordeduras, orina, heces, y de las pulgas que los parasitan.38
Independientemente de que las infecciones sean activas o latentes, la presencia de microorganismos en estos animales, es un indicador especial de la posibilidad de propagar gérmenes al ambiente. Y también es un indicador de la condición sanitaria del ambiente de donde vienen los roedores. En una investigación realizada por Henzler y Opitz (1992), la mayoría de cepas aisladas fueron principalmente un gran número de enterobacterias. No obstante, también se aislaron microorganismos considerados patógenos para el hombre y los animales, tales como E. coli enterohemorrágica, Salmonella spp, Klebsiella neumoniae, S. aureus y Streptococcus b hemolítico. 39
La importancia de los roedores como diseminadores y reservorios de Salmonella es conocida,39 por lo tanto, la detección de este microorganismo en el producto en proceso (cuajada) y final (queso), después de la ausencia de la misma en la leche termizada, puede ser ocasionada debido a la presencia de estos roedores, ya que las ratas y ratones, al ser hospedadores naturales de esta bacteria, pueden presentar infecciones crónicas y formar la condición de portador entre éstos. La excreción de bacterias con las heces y la orina puede durar 5 meses o más. Con los datos disponibles, la condición de rata portadora de Salmonella spp está muy extendida y oscila del 11 al 50% dependiendo del lugar de donde proceden. Como norma general, este porcentaje es muy alto en mataderos y plantas de procesamiento de alimentos.40
De igual manera, las moscas, especialmente las domésticas, son ampliamente reconocidas como potenciales reservorios y vectores de Salmonella, la cual es transmitida por vía mecánica o a través de sus vómitos y heces. Se ha comprobado que la mosca doméstica es capaz de transmitir S. enterica serotipos enteritidis y typhimurium a los alimentos para consumo humano.41
Infraestructura inadecuada
Debido a que el diseño original donde se encuentra esta empresa corresponde al de una casa habitación, el establecimiento y las instalaciones no permiten que se lleve a cabo la correcta aplicación de buenas prácticas de higiene, incluyendo la protección contra la contaminación cruzada y recontaminación entre las operaciones de elaboración del alimento y durante éstas,37 pues no hay separaciones físicas (ni aún con el exterior de la planta), no existe un flujo ordenado del proceso, no hay suficiente espacio para la instalación de todos los equipos y para el almacenamiento de materiales; desagüe, eliminación de desechos, iluminación y ventilación son inadecuados, el acceso al área de procesamiento no restringido, etc., todo lo cual seguramente contribuye a la presencia de plagas e incluso de coliformes fecales en las determinaciones microbiológicas ambientales y por lo tanto una fuente de contaminación del producto.
Deficiente higiene del personal
Las manos son uno de los vehículos más habituales con que se desplazan microorganismos de un lugar a otro.42 La microbiota que se encuentra en nuestra piel puede dividirse en dos tipos: la microbiota residente y la microbiota transitoria. La residente, es decir, la microbiota habitual, en la mayoría de personas está constituida principalmente por microorganismos de los géneros Staphylococcus, Corynebacterium y Acinetobacter, así como de la familia Enterobacteriaceae y determinadas especies de levaduras pertenecientes sobre todo al género Candida. La flora residente no suele ser causa de toxiinfecciones de origen alimentario, a excepción de S. aureus. La función de este tipo de microbiota es importante ya que actúa competitivamente con bacterias que pueden ser perjudiciales para el ser humano, junto con otros aspectos de inhibición propios de la piel. 43
La microbiota transitoria es aquella que llega a nuestra piel por el contacto directo con superficies contaminadas o por aerosoles. Esta microbiota puede estar constituida por bacterias, virus, parásitos u hongos, como E. coli, Salmonella spp, Shigella spp, Clostridium perfringens, Giardia lamblia, huevos de tenias, norovirus, virus de la hepatitis A, así como de otros microorganismos de origen fecal, causantes en muchos casos de toxiinfecciones alimentarias. Debido al potencial patógeno de estos microorganismos, eliminarlos o evitar su presencia resulta fundamental en los procesos de manipulación de alimentos,43, 44 la cual puede ser reducida mediante el lavado de manos rutinario.45
El secado de manos es quizás tan importante como su lavado, ya que la presencia de humedad en éstas se relaciona con su rápida recolonización por los microorganismos de la piel aledaña o de las superficies con las cuales se tenga contacto. El secado de las manos es fundamental pues tiene efecto letal sobre los microorganismos, produciendo una reducción considerable en el recuento microbiano posterior al lavado. 46 Además, es necesario asegurarse que el jabón utilizado no esté contaminado, hecho no infrecuente, especialmente por Pseudomonas, en jabón líquido, lo cual incrementaría, y no reduciría, la microbiota presente en las manos del personal. 47
En la empresa evaluada el lavado de manos es deficiente y no se lleva a cabo siempre que se requiere, lo que aunado a la mala calidad bacteriológica del agua, provoca un conteo de mesofílicos y coliformes elevado en manos durante el proceso de elaboración del producto.
Uso de aditivos alimentarios
Aunque en un análisis químico proximal llevado acabo en los productos, éstos cumplen con lo que se especifica en la literatura consultada, pues las normas para determinaciones nutricionales para el queso Panela y Oaxaca, aun se encuentran en elaboración, (Cuadro 9) es importante considerar el inadecuado control de los aditivos utilizados durante el proceso de manufactura del producto en esta empresa. (Figuras 3 y 4)
La norma actual NOM-121-SSA1-1994, Bienes y servicios. Quesos: frescos, madurados y procesados Especificaciones sanitarias, no menciona el uso de dióxido de titanio como colorante ni el de nitrato de sodio como conservante en el proceso de elaboración de quesos frescos,16 contrario a lo que se especifica en el PROY-NOM-212-SSA1-2002. Productos y servicios. Quesos no madurados o frescos, madurados y procesados, así como los productos elaborados con ingredientes, procedimientos o aspecto semejante. Especificaciones sanitarias.
Métodos de prueba,19 al igual que en el Codex,48 donde sí se acepta la utilización del dióxido de titanio como colorante y la del sorbato de potasio como conservante en la elaboración de quesos frescos, pero no el uso del nitrato de sodio, que también es otro de los aditivos utilizados por la empresa.
La toxicidad de los aditivos reside principalmente en la cantidad que de éstos se adicione a los alimentos. Los aditivos deben ser sustancias perfectamente detectables y medibles en los alimentos. No han de interaccionar con el envase y han de carecer de toxicidad.49
El dióxido de titanio (E-171) es un compuesto muy insoluble, pero a pesar de ello en estudios bioquímicos realizados a mediano y largo plazo en algunas especies animales, incluido el hombre, muestran que no hay absorción significativa ni acumulación en tejidos tras ingerirse. Tampoco se detectan efectos tóxicos tras la absorción de pequeñas cantidades. En vista de dichos resultados, el Comité Mixto FAO/OMS de Expertos en Aditivos Alimentarios (JECFA), considera que no es necesario especificar una ingesta diaria admisible (IDA).49
Los nitratos (nitrato de sodio: E-251) son utilizadospara controlar la "hinchazón tardía" en algunos quesos europeos madurados y aunque en ocasiones son añadidos con el fin de controlar el crecimiento de bacterias coliformes y la subsiguiente formación de gas en algunos quesos frescos, tales como Panela, Canasto y Sierra, esto no se justifica, ya que no es de esperarse que las bacterias coliformes causen problemas en este tipo de quesos si la leche con la que son elaborados es previamente pasteurizada, puesto que no sobreviven al tratamiento térmico.49
La toxicidad de los nitratos radica en que bajo ciertas circunstancias, dependiendo de la cantidad ingerida y de la susceptibilidad del organismo, la reducción de nitrato a nitrito puede tener lugar en el tracto digestivo mediante actividad de la flora intestinal, tanto por bacterias entéricas como por reductasas de nitrato presentes en muchas especies de microorganismos que residen en el tracto gastrointestinal.50
El nitrito se oxida en la sangre mediante una reacción con la oxihemoglobina en la que se produce metahemoglobina, que causa metahemoglobinemia, una condición de toxicidad aguda que afecta el transporte de oxígeno.51
Existe también la posibilidad de reacción de estos iones con aminas secundarias y terciarias, tanto "in vivo" como en los alimentos, formando compuestos N-nitrosos de elevado potencial carcinogénico, teratógeno y mutágeno.52
De acuerdo con algunos investigadores, la formación temprana de gas en los quesos, puede controlarse eficazmente añadiendo 20 g de nitrato de potasio (KNO3) por 100 kg de leche, pero no previene el crecimiento de coliformes. Por ende, consideran que el nitrato inhibe eficazmente bacterias anaerobias estrictas como el Clostridium tyrobutyricum, pero no bacterias coliformes.53
En EUA, Francia, Italia y otros países, no se permite el uso de nitratos en quesería. Por otro lado, en EUA no se estipula el uso de nitratos en ningún tipo de producto lácteo ya que la FDA no considera a este aditivo como generalmente reconocido como seguro (GRAS) para su uso en quesería. 53
El sorbato potásico (E-202), de acuerdo con el pH de los quesos frescos, entre 5.0 y 6.0, es el aditivo antifúngico más apropiado con base en su funcionalidad, ya que es metabolizado como cualquier otro ácido graso, a través de reacciones de b oxidación y por ser reconocido como GRAS.54 Su desventaja es su costo, pero se usa en menor cantidad que otros aditivos.55
El ácido es ligeramente más soluble que la sal de potasio. Se han usado por tradición contra levaduras y hongos, pero también se ha utilizado para controlar el crecimiento de Clostridium botulinum, S. aureus y salmonela, lo que ha dado lugar a una serie de investigaciones para sustituir nitratos o nitritos en productos cárnicos curados (pollos, tocino, salchichas, etc.).56 Pero esta capacidad inhibitoria del crecimiento no fue observada en quesos inoculados con Listeria monocytogenes.57
En un trabajo publicado en Food Research Internacional (1998), la doctora Lía Gerschenson, junto con otros investigadores, confirmaron que los sorbatos reaccionan con los nitritospresentes en los alimentos, produciendo un compuesto denominado ácido etilnitrólico, más conocido como ENA, sospechoso de ser carcinógeno.58
Ausencia de procedimientos documentados
Un documento que contiene los procedimientos referentes para el establecimiento de los prerrequisitos, constituye el soporte que demuestra la calidad sanitaria de los productos que se procesan en una empresa.
Los manuales son guías que permiten la puesta en práctica de las correctas prácticas de higiene que, sin duda, servirán a cualquier empresa del ramo alimentario a cumplir los criterios establecidos por la normatividad y determinaran los aspectos a evaluar respectivamente en materia de autocontrol.
Es importante que estos documentos sean considerados de manera dinámica con objeto de que se vayan incorporando a él las mejoras necesarias a la luz de los cambios legislativos y la información que se derive de la evaluación del riesgo.
Como pudo observarse, la variabilidad en el desarrollo de las actividades dentro de la planta, lo cual se ve reflejado en un producto final que no cumple las especificaciones microbiológicas establecidas, es debido la ausencia guías, como lo sería un manual, en donde se establezcan los lineamientos generales y procedimientos para el adecuado funcionamiento de la empresa, los cuales además de permitir la unificación y control de las actividades, auxiliarían en la inducción y capacitación del personal.
CONCLUSIONES
- Que el establecimiento no cumplió con lo especificado en la NOM-120-SSA1-1994, basándose en la calificación total, de 28.91%, que se obtuvo mediante la aplicación del Acta de 90 puntos de COFEPRIS, debido a que la ausencia de una estructura organizacional administrativa y a una visión empresarial de los involucrados, no han permitido establecer los prerrequisitos que aseguren la aceptabilidad higiénica del producto.
- Los productos analizados no cumplen con todas las especificaciones dadas por la NOM-121-SSA1-1994.
- Tanto directivos como operarios no se encuentran formalmente capacitados y, aunque tienen conocimiento de que los productos deben ser elaborados con higiene, no están concientes de la importancia de su actitud responsable como manipuladores de alimentos, para asegurar su inocuidad.
- El establecimiento de un programa de BPM es requerido por la empresa, para contribuir a la aceptabilidad higiénica de los quesos.
- Los principales puntos de control en la elaboración de productos lácteos son los relativos a la revisión inicial de la materia prima y los tratamientos térmicos a los que la leche puede ser sometida, pues aunque se llevara a cabo una pasteurización adecuada para la eliminación de microorganismos patógenos, hay que tener presente, que en el caso de este tratamiento térmico, el valor D es aplicado dos veces, es decir hay una reducción del 99% de la flora asociada, por lo tanto, si la carga bacteriana inicial es elevada, con ese 1% de sobrevivencia la vida de anaquel de producto podría verse afectada.
- Los quesos elaborados a partir de leche no pasteurizada, deben ser objeto de especial atención por el elevado riesgo que pueden conllevar. Los límites críticos utilizados en la termización de la leche no deben considerarse en sustitución a los de la pasteurización, ya que muchos microorganismos patógenos, como Listeria monocytogenes, Salmonella spp o E. coli O157:H7, pueden sobrevivir a ellos.
- La elaboración de productos lácteos como el queso, incluye etapas durante las cuales es probable que se presente una contaminación cruzada o recontaminación, en caso de ausencia de un programa de BPM.
- Uno de los problemas iniciales a resolver en esta empresa es la potabilización del agua, ya que se observó que constituye una de las fuentes principales de contaminación, que de no corregirse impediría un correcto plan de limpieza y desinfección así como de elaboración del producto al ser utilizada como solvente de algunos aditivos.
- Los aditivos conservantes, además de no estar autorizados, no son lo suficientemente efectivos para controlar el crecimiento de organismos alteradores y patógenos en el producto. Además, puesto que el mayor efecto antibacteriano de los nitratos ocurre a valores de pH entre 4.5 y 5.5 (condición que no se encontró en los productos analizados) y a valores negativos de potencial oxidación-reducción del orden de -250 mV, el cual es difícil que se presente en estos quesos frescos de pH alto, no se justifica su uso en la fabricación de esos quesos para prevenir el crecimiento de coliformes. Cuando se justifique su uso, se recomienda que se tomen las precauciones especiales requeridas para su manejo y almacenamiento, dados los riesgos para la salud asociados con su intenso poder oxidante.50
- Ninguna empresa debe considerase demasiado pequeña para plantearse la exigencia de diseñar un manual de BPM que sirva de guía para definir los procedimientos y establecer los controles que permitan asegurar la aceptabilidad higiénica y por lo tanto contribuir a la inocuidad del producto.
Así mismo, al analizar las observaciones realizadas en el establecimiento, concernientes al cumplimiento de la NOM-120-SSA1-1994, se determinó que, para aplicar efectivamente un programa de BPM en esta empresa, se requiere de varios aspectos a considerar como: capacitación del personal en las BPM; capacitación de los directivos en cuanto al desarrollo de estrategias para la modificación del comportamiento del personal; establecimiento de un programa de BPM, enfatizando los aspectos concernientes a higiene del personal, POES, sistema de vigilancia y control de variables críticas durante el proceso y el almacenamiento de la materia prima, ingredientes y producto terminado, sistema de trazabilidad; mejora y control de los procesos; un plan para mejorar la infraestructura; un programa de mantenimiento preventivo y actualización de procedimientos.
LITERATURA CITADA
- Cesín VA, Aliphat FM, Ramírez VB, Herrera HJ, Martínez CD. Ganadería lechera familiar y producción de queso. Estudio en tres comunidades del municipio de Tetlatlahuca en el estado de Tlaxcala, México. Tec Pecu Méx. 2007; 45 (1): 61-76.
- Álvarez MA. Tendencias de la reestructuración agroindustrial en la actividad lechera mexicana. En Martínez BE, Álvarez MA, García HL, Del Valle MC coordinadores. Dinámica del sistema lechero mexicano en el marco regional y global. Plaza y Valdés Editores, UNAM, UAM-Xochimilco. México. 1999:183-202
- Bisang RG, Gutman GE. Acumulación y tramas agroalimentarias en América Latina. En: Revista de la CEPAL. 2005; 87:115-129. Disponible en: http://www.eclac.org/publicaciones/xml/9/23129/G2287eBisangGutman.pdf . Consultado 12 ene, 2007.
- Barajas GV. El sistema lechero de la región de Martínez de la Torre, Veracruz: los grandes ganaderos y sus interacciones. En Martínez BE, Salas QH coordinadores. Globalización e integración regional en la producción y desarrollo tecnológico de la lechería mexicana. UNAM, México: Miguel Ángel Porrúa. 2002: 181-240.
- Gutiérrez MN, Vallejo CB, Nevárez MG, González CA. Aislamiento, Caracterización y Evaluación del Potencial Biogenerador de Aroma de Cepas de Lactococcus spp. Provenientes de Lácteos Artesanales y Fuentes Vegetales. Universidad Autónoma de Chihuahua. CIAD, A. C. CONACYT. 2006. Disponible en: http://www.pncta.com.mx/pages/pncta_investigaciones_06b.asp. Consultado 10 ene, 2007.
- Secretaría de Salud. NOM-121-SSA1-1994, Bienes y Servicios. Quesos: frescos, madurados y procesados. Especificaciones Sanitarias. Diario Oficial de la Federación. Publicada 15 de diciembre de 1995.
- Marth EH, Steele JL. Applied dairy microbiology. Marcel Dekker, Inc. USA. 1998.
- Secretaría de Salud. NOM-109-SSA1-1994, Procedimiento para la toma, manejo y transporte de muestras de alimentos para su análisis microbiológico. Diario Oficial de la Federación. Publicada el 26 de mayo de 1994.
- Secretaría de Salud. NOM-110-SSA1-1994, Preparación y dilución de muestras para su análisis microbiológico. Diario Oficial de la Federación. Publicada el 10 de mayo de 1995.
- Secretaría de Salud. NOM-112-SSA1-1994, Bienes y servicios. Determinación de bacterias coliformes. Técnica del número más probable. Diario Oficial de la Federación. Publicada el 10 de mayo de 1995.
- Secretaría de Salud. NOM-114-SSA1-1994, Bienes y servicios. Método para la determinación de Salmonella en alimentos. Diario Oficial de la Federación. Publicada el 10 de mayo de 1995.
- Secretaría de Salud. NOM-115-SSA1-1994, Bienes y servicios. Método para la determinación de Staphylococcus aureus en alimentos. Diario Oficial de la Federación. Publicada el 10 de mayo de 1995.
- Secretaría de Salud. NOM-111-SSA-1994, Bienes y servicios. Método para la cuenta de mohos y levaduras en alimentos. Diario Oficial de la Federación. Publicada el 10 de mayo de 1995.
- Secretaría de Salud. Modificación a la NOM-127-SSA1-1994, Salud ambiental. Agua para uso y consumo humano. Límites permisibles de calidad y tratamientos a que debe someterse el agua para su potabilización. Diario Oficial de la Federación. Publicada el 20 de octubre del 2000.
- Secretaría de Salud. Manual de procedimientos para el examen microbiológico de superficies y utensilios. SSA. México. 1995.
- MINSA. Ministerio de Salud. Guía Técnica para el Análisis Microbiológico de Superficies en contacto con Alimentos y Bebidas/ R.M. N° 461-2007/MINSA. Perú. 2007. Disponible en: http://www.digesa.minsa.gob.pe/normas_legales/Alimentos/RM_461_2007.pdf. Consultado 26 feb, 2008.
- Magariños H. Producción higiénica de la leche cruda. OEA/GTZ. Guatemala. 2002. Disponible en: http://www.science.oas.org/oea_gtz/LIBROS/LA_LECHE/leche_all.pdf.Consultado 16 mayo 2008.
- SAGARPA. Diario Oficial de la Federación. Lineamientos de Operación para el Esquema de Apoyo a la Competitividad para la Producción de Leche -Ordeña por Contrato- en el Marco del Programa de Apoyos a la Competitividad por Ramas de Producción (Julio 2007). 2007. Disponible en: http://normateca.sagarpa.gob.mx/ArchivosNormateca/SAG23JUL07.pdf. Consultado 16 mayo 2008.
- Secretaría de Salud. PROY-NOM-212-SSA1-2002. Productos y servicios. Quesos no madurados o frescos, madurados y procesados, así como los productos elaborados con ingredientes, procedimientos o aspecto semejante. Especificaciones sanitarias. Métodos de prueba. Diario Oficial de la Federación. Publicada el 19 de agosto de 2003.
- COFOCALEC. NMX-F-720-COFOCALEC-2006. Sistema producto leche-especificaciones para el transporte de leche cruda, así como para el enfriamiento y almacenamiento de la misma en centros de acopio. Diario Oficial de la Federación. Publicada el 9 de noviembre del 2006.
- Secretaría de Salud. Aplicación del análisis de riesgos, identificación y control de puntos críticos e la industria de leche pasteurizada. SSA. México. 1994.
- Wang L, Jayarao BM. Phenotypic and genotypic characterization of Pseudomonas fluorescens isolated from bulk tank milk. J. Dairy Sci. 2001. 84:1421-1429.
- Secretaría de la Salud. Diario Oficial de la Federación. NOM-184-SSA1-2002. Leche, formula láctea y producto lácteo combinado. Especificaciones sanitarias. Publicado el 23 de octubre del 2002.
- ICMSF. Microorganismos en los alimentos: Ecología microbiana de los productos alimentarios. Vol. 6. Acribia S. A. España. 1998.
- Walstra P, Geurts TJ, Normen A, Jellema Van Boekel M. Dairy technology. Principles of milk properties and processes. Marcel Dekker. USA. 1999.
- Zottola EA, Jezeski JJ, Al-Dulaimi AN. Effect of short-time subpasteurization treatments on the destruction of Staphylococcus aureus in milk for cheese manufacture. J. Dair. Sci. 1969. 52 (11): 1707-1714.
- De Buyser ML, Dufour B, Maire M, Lafarge V. Implication of milk and milk products in food-borne diseases in France and in different industrialized countries. J Food Microb. 2001. 67: 1-17.
- Gram L. Potential hazards in cold-smoked fish: Listeria monocytogenes. J Food Sci. 2001. Supplement to 66 (7).
- Panisello PJ, Rooney R, Quantick PC, Stanwell-Smith R. Application of foodborne disease outbreak data in the development and maintenance of HACCP systems. J. Food Microb. 2000. 59: 221-234.
- Wang Y, Somers EB, Manolache S, Denes ES, Wong ACL. Cold plasma synthesis of poly (ethylene glycol)-like layers on stainless-steel surfaces to reduce attachment and biofilm formation by Listeria monocytogenes. JFS. 2003. 68 (9): 2772-2779.
- Wong ACL. Biofilms in food processing environments. J. Dair. Sci. 1998. 81(10) : 2765-2770
- Zottola EA. Reflections on Salmonella and others "wee beasties" in foods. Food Technology. 2001. 55(4): 60-67.
- Secretaría de la Salud. Xochimilco, milpa alta y tláhuac con mayor riesgo por contaminación del agua. 29 de septiembre de 2009. COFEPRIS. Disponible en: http://www.cofepris.gob.mx/work/sites/cfp/resources/LocalContent/846/1/CALIDADAGUADF290909.pdf. Consultado 11 Noviembre 2009.
- Mazari HM, López VY, Ponce de León S, Calva JJ, Rojo CF, Castillo RG. Longitudinal study of microbial diversity and seasonality in the Mexico City Metropolitan Area Water Supply System. Appl. Environ. Microbiol. 2005. 71 (9): 5129 5137.
- Szewzyk U, Szewzyk R, Manz W, Schleifer KH. Microbiological safety of drinking water. Annu. Rev. Micro. 2000. 54: 81-127.
- Jiménez B, Maya C, Lucario S, Chávez A, Becerril E. Evaluación de la calidad del agua domiciliaria en un área geográfica de la Ciudad de México. XIV Congreso Nacional "Participación de la sociedad en los retos ambientales" FEMISCA, 12-14 de Mayo, 2004. Instituto de Ingeniería, UNAM. Disponible en: http://www.femisca.org/publicaciones/XIVcongreso/XIVCNIS137.pdf. Consultado 5 mayo 2008.
- Moraes RS, Bejarano ON, Cuellar JA, y Almeida CR. HACCP: Herramienta esencial para la inocuidad de alimentos. OPS/INPPAZ/BIREME. Argentina. 2001.
- Rodríguez AN, Icochea D'A. E, Calle ES y Noé MN. Estudio de inocuidad de Salmonella enterica, subespecie enterica, serotipo enteritidis, var. danysz, lisina negativa en pollos parrilleros. Rev. Inv. Vet. 2006. 17 (1): 33-38.
- Henzler DJ, Opitz HM. The role of mice in the epizootiology of Salmonella enteritidis infection on chicken layer farms. Avian Dis. 1992. 36: 625-631.
- Wincewicz E. Examen microbiológico de ratas en varios ambientes desde el aspecto epizoótico. Elec. J. Polish Agric. Univ., Vet. Med. 2002. 5 (1). Disponible en: http://www.bayervet.com/boletines_pdf/boletin_15.pdf. Consultado 6 mayo 2008.
- Olsen R, Hammack TS. Aislamiento de Salmonella spp. en Musca domestica e Hydrotaea aenescens, en naves de ponedoras. JFP. 2002. 63 (7): 958-960.
- Organización Mundial de la Salud. Manual sobre las cinco claves para la inocuidad de los alimentos. OMS. 2007. Disponible en: http//:www.who.int/foodsafety/publications/consumer/manual_keys_es.pdf. Consultado 17 abril 2008.
- Snyder OP. Safe Hands: Hand wash program for retail food Operations: A Technical Review. 1999. Available: http://www.hi-tm.com/Documents/Handwash-FL99.html. Accesed Ago 25, 2008.
- Centers for Disease Control and Prevention. Guideline for hand hygiene in health-care settings: recommendations of the healthcare infection control practices advisory committee and the HICPAC/SHEA/APIC/IDSA Hand hygiene task force. MMWR 2002; 51 (No. RR16). Available: http://www.cdc.gov/mmwr/PDF/rr/rr5116.pdf. Accesed Ago, 25 2008.
- Instituto Mexicano del Seguro Social. Reflexiones acerca del lavado de manos. Rev. Méd. IMSS. 2004. 42 (6):519-524
- Patrick DR, Findon G, Miller TE. Residual moisture determines the level of touch-contact-associated bacterial transfer following hand washing. Epidemiology and Infection. 1997. 119 : 319-325
- Soberón-Chávez G. Pseudomonas aeruginosa. En: Microbios en línea, capítulo 3. Martínez Romero E. y Martínez Romero J. (eds). DGSCA, UNAM. 2001. Disponible en: http:// www.microbiologia.org.mx/microbiosenlinea/. Consultado 27 ago, 2008.
- Codex Stan 221-2001: Norma colectiva del Codex para el queso no madurado, incluido el queso fresco. Disponible en: http://www.codexalimentarius.net/download/standards/363/CXS_221s.pdf. Consultado 27 mayo 2008.
- FAO/OMS. Toxicological evaluation of some food colors, emulsifiers, stabilizers, anti-caking agents, and certain other substances. FAO Nutrition Meetings Report Series, no. 46A, 1970; WHO/Food Add/70.36, no. 132-198 on INCHEM. 2008. Available: http://www.fao.org/ag/agn/jecfa-additives/search.html?lang=es. Acceded May 15, 2008.
- Cunningham IA. Usos del nitrato de potasio en quesería. Revista Carnilac Industrial. 2005. 20 (3): 14-20.
- Hegesh E, Shiloah J. Blood nitrates and infantile methemoglobinemia. Clin. Chim. Acta. 1982. 125:10 -115.
- Avery AA. Infantile methemoglobinemia: Reexamining the role of drinking water nitrates. Environmental Health Perspectivs. Children's Health.1999. 7(7): 583-586.
- Vitozzi L. Toxicology of nitrates and nitrites. Food Addit. Contam. 1992. 9:579-585.
- JEFCA: Detention without physical examination of cheeses containing nitrates. 2008. Available: http://www.fda.gov/ora/fiars/ora_import_ia1212.html. Consultado 15 jun, 2008.
- Orozco LM. Mejoramiento de vida de anaquel en queso tradicional Ranchero y queso de pasta hilado (Oaxaca) (tesis de maestría). México, DF. Universidad Iberoamericana. 2004.
- Calvo M. Aditivos alimentarios: Propiedades, aplicaciones y efectos sobre la salud. Acribia. España. 1991.
- Franco CM, Menéndez S, Quinto EJ, Fente C, Domínguez L, Cepeda A. Evolución de L. monocytogenes y L. innocua durante la elaboración y el madurado del queso tipo "Arzúa": efecto del tratamiento con sorbato potásico. Ciencia y Tecnología Alimentaria. 2002. 3(4): 236-240.
- Binstok G, Campos C, Varela O, Gerschenson LN. Sorbate-nitrite reactions in meat products. Food Research Internacional. 1998. 31(8): 581-585.
Cuadro 1
Frecuencia de calificaciones obtenidas por el establecimiento, para los 90 puntos del acta, puntuación máxima posible para las 83 preguntas que aplican a la empresa y puntos obtenidos
0= No cumple 1= Cumple parcialmente 2 = Cumple plenamente 3 = No aplica |
|
Cuadro 2: Calificaciones por apartado del acta de 90 puntos (%), puntos que aplicaron al establecimiento y puntos de calificación obtenidos
PA = Puntos del acta que aplican a la empresa PM = Puntuación máxima a obtener. PO = Puntos de calificación obtenidos |
|
Cuadro 3: Valor promedio de los indicadores sanitarios establecidos en la NOM-121-SSA1-1994, obtenidos durante el proceso de elaboración del queso Panela
Queso Panela | Coliformes totales NPM/ml | Coliformes fecales NPM/ml | Mohos y levaduras UFC/ml | S. aureus UFC/ml | Salmonella en 25 ml ó gr |
Leche cruda | > 1 100 | 970 | 8 200 | 3 700 | 2/5 |
Leche termizada | < 3 | < 3 | < 10 | < 10 | 0/5 |
Cuajada | > 1 100 | 680 | 90 | 520 | 2/5 |
Producto terminado | > 1 100 | 25 | 2 900 | 180 | 3/5 |
Cuadro 4: Valor promedio de los indicadores sanitarios establecidos en la NOM-121-SSA1-1994, obtenidos durante el proceso de elaboración del queso Oaxaca
Queso Oaxaca | Coliformes totales NPM/ml | Coliformes fecales NPM/ml | Mohos y levaduras UFC/ml | S. aureus UFC/ml | Salmonella en 25 ml ó gr |
Leche cruda | > 1 100 | 230 | 3 000 | 9 500 | 1/5 |
Leche termizada | < 3 | < 3 | < 10 | < 10 | 0/5 |
Cuajada | > 1 100 | 5 | 800 | 100 000 | 0/5 |
Producto terminado | > 1 100 | 350 | 2 800 | 380 | 0/5 |
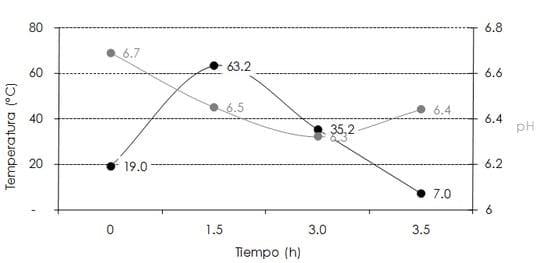
Figura 1. Registro de temperatura, tiempo y pH durante el proceso de elaboración del queso Panela.
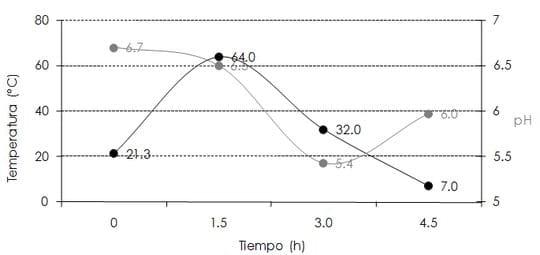
Figura 2. Registro de temperatura, tiempo y pH durante el proceso de elaboración del queso Oaxaca.
Figura 3: Diagrama de flujo in situ del proceso de elaboración del queso Panela
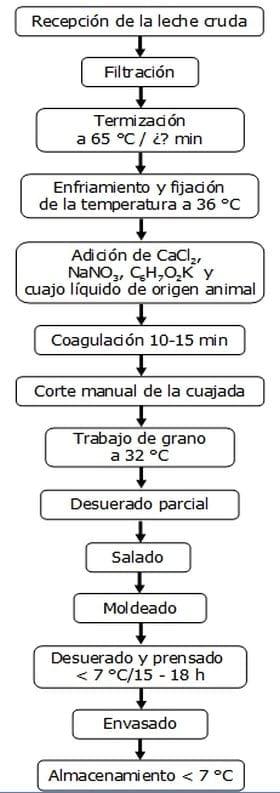
Figura 4: Diagrama de flujo in situ del proceso de elaboración del queso Oaxac
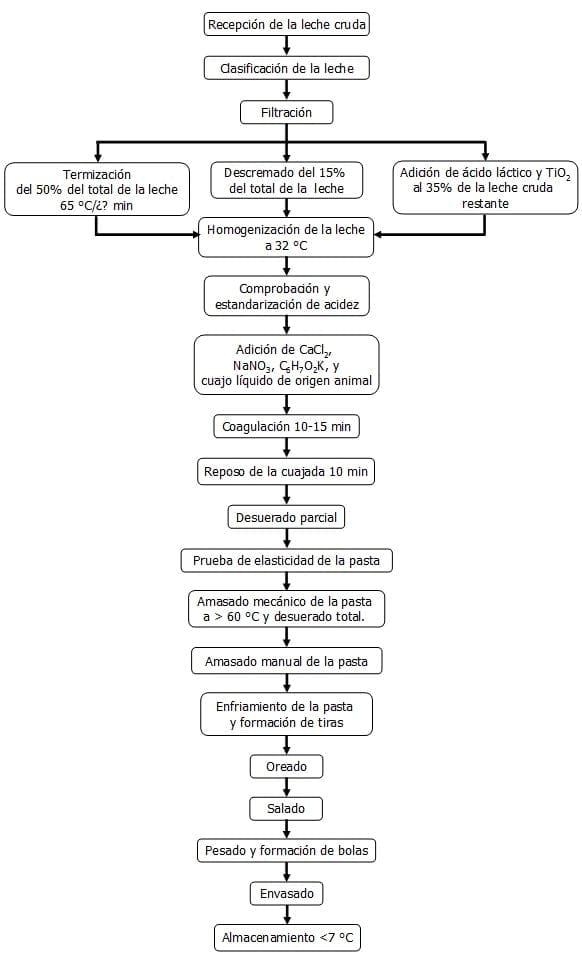
a
Cuadro 5: Determinación de coliformes totales y fecales en el agua utilizada en la planta
Localización de la toma de agua | Coliformes totales NMP/100 ml | Coliformes fecales NMP /100 ml |
Recepción | 4.6 | < 1.1 |
Lavado | > 8.0 | 4.6 |
Llenado de la pileta | > 8.0 | 8.0 |
Pileta | 4.6 | 2.6 |
Producción de lácteos | > 8.0 | 8.0 |
Producción de queso | > 8.0 | > 8.0 |
Sanitario | 8 | 8 |
Cuadro 6: Determinaciones microbiológicas en superficies vivas
Operador | Muestra | Mesofílicos aerobios UFC/manos | Coliformes totales UFC/manos | S. aureus UFC/manos u orofaringe | Salmonella spp. |
Queso Panela | Manos antes del lavado | 940 000 | 100 | < 100 | Ausente |
Manos después del lavado | 7 700 000 | 9 000 | < 100 | Ausente | |
Manos antes del moldeado | 260 000 000 | 56 000 | < 100 | Ausente | |
Orofaringe | - | - | 100 | - | |
Queso Oaxaca | Manos antes del lavado | 350 000 | 50 | < 100 | Ausente |
Manos después del lavado | 67 000 | 50 | < 100 | Ausente | |
Manos antes del moldeado | 5 700 000 | 1 700 | 5 000 | Ausente | |
Orofaringe | - | - | 100 | - |
- No se determinaron
Cuadro 7: Determinaciones microbiológicas en superficies inertes
Muestra | Mesofílicos aerobios UFC/sup ó unidades | Psicrotrófos UFC/sup ó unidades | Coliformes totales UFC/sup ó unidades | S. aureus UFC/sup ó unidades | Salmonella spp. |
Ollas (2) | 500 000 | - | 900 | < 10 | Ausente |
Botes (3) | 10 000 000 | - | 60 000 | < 10 | Ausente |
Descremadora (1) | 5 700 000 | - | 64 000 | < 10 | Ausente |
Malaxadora (1) | 2 300 000 | - | 550 | 5 000 | Ausente |
Mesa (cm2) | 12 000 | - | < 10 | < 10 | Ausente |
Mesa (cm2) | 3 300 | - | < 10 | < 10 | Ausente |
Moldes (4) | 620 000 | - | < 10 | < 10 | Ausente |
Utensilios (4) | 170 000 000 | - | 1 200 000 | 1 000 | Ausente |
Mandiles (2) | 54 000 000 | - | 14 000 | 3 000 | Ausente |
Cámara frigorífica (cm2) | 10 000 | 640 000 | 60 | 50 | Ausente |
Exterior de la vitrina expositora (cm2) | 3 100 | - | < 10 | < 10 | Ausente |
Interior de la cámara frigorífica (cm2) | 27 000 | 78 000 | < 10 | < 10 | Ausente |
- No se determinaron
Cuadro 8: Determinaciones microbiológicas ambientales
Área | Mesofílicos aerobios UFC/15 min | Psicrótrofos UFC/15 min | Coliformes totales UFC/15 min | Mohos y levaduras UFC/15 min |
Recepción | 5 | 15 | - | 9 |
Lavado de material | 6 | 12 | 10 | 17 |
Producción de queso | 0 | 18 | 15 | 8 |
Cámara frigorífica | 5 | 4 | 27 | 1 |
Venta | 0 | 27 | 1 | 4 |
Vitrina frigorífica | 7 | 46 | 1 | 3 |
- No se determinó
Cuadro 9: Comparación del análisis químico proximal de los quesos Panela y Oaxaca elaborados por la empresa con lo citado en la literatura
Queso Panela | Queso* Panela | Queso Oaxaca | Queso* Oaxaca | |
Materia seca | 41.73 % | 40 - 50 % | 63.45 % | 49 - 60 % |
Humedad | 58.27 % | 50 - 60 % | 36. 55 % | 40 - 51 % |
Proteína cruda | 16.34 % | 16 - 23 % | 22.51 % | 24 - 31 % |
Extracto etéreo | 17.57 % | 19 - 29 % | 28.47 % | 20 - 23 % |
Cenizas | 2.82 % | - | 3.27 % | - |
Fibra cruda | 0.01 % | - | 0.00 % | - |
Extracto libre de nitrógeno | 5.00 % | - | 9.21 % | - |
* Villegas, G. A.: Los Quesos Mexicanos. SEP/Trillas. México. 1993.
* López, O. M.: Mejoramiento de vida de anaquel en queso tradicional Ranchero y queso de pasta hilada (Oaxaca). Tesis Maestría. UI. México. 2004.
Norma que se encontraba en vigor al momento de realizar este trabajo, actualmente es sustituida por la NOM-243-SSA1-2010, Productos y servicios. Leche, fórmula láctea, producto lácteo combinado y derivados lácteos. Disposiciones y especificaciones sanitarias. Métodos de prueba.
b Norma que se encontraba en vigor al momento de realizar este trabajo, actualmente es sustituida por la NOM-251-SSA1-2009, Prácticas de higiene para el proceso de alimentos, bebidas o suplementos alimenticios.
Temas relacionados
Autores:

Únete para poder comentar.
Una vez que te unas a Engormix, podrás participar en todos los contenidos y foros.
* Dato obligatorio
¿Quieres comentar sobre otro tema? Crea una nueva publicación para dialogar con expertos de la comunidad.
Crear una publicación
UNAM - Universidad Nacional Autónoma de México
2 de marzo de 2015
Bióxido o dióxido de titanio, es usado como blanqueador.
UNAM - Universidad Nacional Autónoma de México
25 de febrero de 2015
Te comento que en México tenemos una NMX , no obligatoria, que aplica para leche cruda y otra NOM que es obligatoria y aplica a productos lácteos.
http://dof.gob.mx/nota_detalle.php?codigo=5160755&fecha=27/09/2010
http://www.canilec.org.mx/Circulares%202012/93del12/PROY-NMX-F-700-COFOCALEC-2012%20110212.pdf
Esperando sea de tu interés.

23 de febrero de 2015
Hola a todos:
Estos son buenos intercambios; deberé dedicarle un tiempo a ellos.
Trabajo en el Área Lácteos, Inst. Tec. Alimentos (ITA), de la Univ. Litoral (UNL), Argentina, pero tb dicto clases de Alimentos en el 6to año de una escuela Técnica, de Técnicos Químicos. C/vez que les hablo de la Manipulac. Higiénica de Alimentos, BPM, etc., se genera la misma sensación de que "entonces no se puede comer nada", o por el contrario, "en mi familia nunca tuvimos estos cuidados y nunca pasó nada".
Las PBM, HACCP, etc. por algo están; los países del 1er mundo no gastan plata en cosas sin sentido, al menos en alimentos, como dijo alguien por allí también hacen disminuir mucho los costos, ppalm. de los gobiernos, por menor tratamiento posterior de enfermedades.
Muchas veces se confunden "ataques de hígado", "atracones", "indigestión", etc., cuando realmente está aconteciendo una ETA, y esto ni se sabe.
El cuerpo humano tiene un detoxificador natural que es el hígado, pero que tiene un límite; y la mayor agresión siempre entra "por la boca". Y c/cuerpo tiene un máximo de aguante respecto a dicha agresión, o sea, aquellas personas que cuiden adecuadamente la calidad microbiológica de lo que ingieren seguramente van a tener menos problemas de salud, y porque no, vivir más tiempo. Por algo los países mas longevos históricamente son los que consumen alimentos probióticos, como las leches fermentadas. Sls, Sergio Rozycki

UNAM - Universidad Nacional Autónoma de México
1 de febrero de 2012
¡Hola! Gracias por tus comentarios.
Afortunadamente y debido a las exigencias de los consumidores, la legislación vigente ya permite el uso de dióxido de titanio como colorante y como investigaciones han demostrado la estabilidad de éste y que no es absorbido a nivel intestinal, la concentración autorizada se basa en las BPF (buenas prácticas de fabricación), es decir a consideración del productor (sin abusar de ello, claro). Pero te comento que la FDA establece que la concentración recomendable no debiera exceder el 1% con respecto al peso del alimento al cual será adicionado.
Esperando haya resuelto tu duda.
UNAM - Universidad Nacional Autónoma de México
18 de agosto de 2011
Gracias por sus comentarios, y tienen mucha razón, sin embargo si estas empresas buscaran expandir su mercado, tal vez habría algunas restricciones sanitarias. Asi mismo, la mayoría de nuestra población se encuentra inmunológicamnete adaptada a todas estas deficiencias higiénicas, pero hay que tener en cuanta que actualmente el 20% de nuestra poblaciónestá constituida por niños menores de 5 años y adultos mayores de 60, es decir personas conun mayor riesgo de presentar una ETA (esto sin incluir aquellas personas inmunológicamente comprometidas por otras enfermedades como cáncer, sida, diabetes, etc).
Además que desafortunadamente la presentación de este tipo de enfermedades asociadas a los alimentos, no reciben un seguimiento por parte de las autoridades, las pérdidas económicas se vuelven invisibles, muchas de las enfermedades crónicas son debido a ETA mal diagnósticadas o mal tratadas, nuestra mala percepción cuando los extranjeros enferman cuando visitan nuestro país, pero sobre todo nuestra falta de cultura como consumidores. Reconociendo que para crear una cultura de inocuidad cada uno de los eslabones en la cadena alimentaria (desde el productor primario hasta el consumidor) son requeridos.


2 de marzo de 2015
Que es el bióxido de titanio o con k otro nombre se le cono se es la primera ves k escucho ese nombre

25 de febrero de 2015
Buenas tardes a los particpantes, me sumo a uno de los comentarios en el que habla sobre las ETA, pues trabajé por casi 13 años en una industria lechera, por tanto sé la importancia del manejo correcto de los alimentos, y hay gente inescrupulosa que adultera a este producto tan importante en la dieta diaria humana. Ahora soy docente universitario, y estoy por empezar una investigación sobre la calidad de la leche cruda comercializada como tal (cruda) directamente al consumidor; es asi que solicito a quien dispoga de literatura actualizada sobre el tema del control del producto y de adulteración, me colabore con las referencias. Por las respuestas oportunas, quedo agradecido.
18 de marzo de 2014
Hola es muy interesante el artículo, y me interesaría que me pudieran facilitar algunos artículos de la bibliografía, si fuera posible. estoy realizando un trabajo de investigación y me interesa leer alguna bibliografía citada para usos académicos pero no la he logrado conseguir... agradezco la atención prestada y la bibliografía que necesito es de la 49, 50, 51, 52 y 53 espero y me puedan auxiliar. Mi correo electrónico: es_je33@hotmail.com

24 de mayo de 2012
saludos en la actualidad practicamente a desaparecido la recoleccion de leche caliente ya que nuestros productores se an tecnificado sino todos si en gran numero cumplen con siertas medidas sanitarias enfriamiento bacunacion como ejemplo pero no optante la elaboracion de queso artesanal no cumple ninguna medida de sanidad dado la ignorancia o falta de conocimiento no exclulle tampoco al productor que abeces es inecrupuloso sabiendo de algun animal enfermo lo siguen explotando no lo sacrifican igual las carnes que consumimos pero sin salirme del tema hoy dia la malloria de las queseras altesanales producen quesos de pasta hilada con un 27 de acides en la cuajada y 80grodos centigrado para su fundicion dejando poco margen a virus y vacterias no optante el queso criollo o de matera como lo denominamos aqui se elabora a muy pequeña escala esdecir de la teta de la vaca a el artezon lo elaboran en la misma unidad de produccin .


2 de febrero de 2012
ok gracias claro que me sirve esta información.



.jpg&w=3840&q=75)