Introducción - ¿Qué es el reciclaje de subproductos de origen animal?
El reciclaje de subproductos de origen animal (rendering) es una de las actividades más antiguas que ha practicado la civilización humana (Woodgate y Van der Veen, 2004) aunque no se hubiera desarrollado hasta constituir una industria como la que conocemos hasta hace relativamente poco. Además, Woodgate (2005) concluyó que el reciclaje era “la industria imprescindible”. Por lo tanto, un mundo sin reciclaje es algo difícil de contemplar y describir. No obstante, ese es el desafío al que enfrentamos en este capítulo.
Para poder poner el mundo sin el reciclaje en el contexto adecuado, primero necesitamos definirlo como lo conocemos y establecer los límites más allá de lo que se describe en este capítulo. Esencialmente, el proceso de reciclaje tiene que ver con materia primas de origen animal de alto contenido de humedad y actividad microbiológica a los que se aplica calor para evaporar el agua, se reduce la “carga” microbiana y se separa la grasa “celular” (si está presente) de los otros componentes. Si están presentes niveles altos de grasa en las materias primas, la grasa fundida se elimina de la masa por medios físicos tales como la centrifugación o el prensado con expeller. Los dos posibles productos del reciclaje son el residuo “sólido” de alta proteína conocido como proteína animal procesada o harina de carne y hueso (HCH) y el material lípido conocido como grasa reciclada (sebo). En el sentido clásico del reciclaje de subproductos de origen animal, los productos ricos en proteína se han usado en alimentos para animales y el sebo se ha usado en las industrias de alimentos para animales, oleoquímicos y de la producción del jabón.
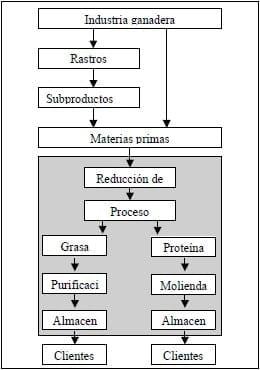
El reciclaje se describe en términos genéricos en la figura 1. Este esquema aplica para el procesamiento de animales y subproductos que contienen niveles significativos de grasa o tejidos grasos. Sin embargo, para englobar todo, el término reciclaje también va a incluir aquellos procesos que tienen que ver con las materia primas bajas en grasa, tales como la sangre y las plumas. De esta descripción simple y general del reciclaje y de los usos de los productos reciclados, ahora es posible considerar otros procesos, métodos de tratamiento o usos que no se pueden describir como reciclaje.
Figura 1. Diagrama de flujo de la industria del reciclaje de subproductos de origen animal en el contexto de la industria pecuaria.
Reciclaje y procesos alternativos
Siempre ha habido muchas alternativas para el reciclaje y algunos de estos métodos aprobados que se usan en la Unión Europea (UE) se muestran en el cuadro 1.
Cuadro 1. Resumen de las opciones controladas del procesamiento de subproductos animales en la UE.
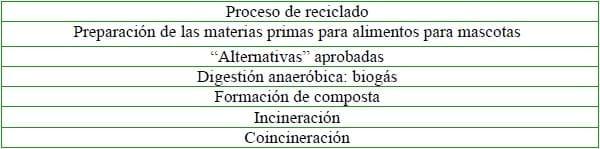
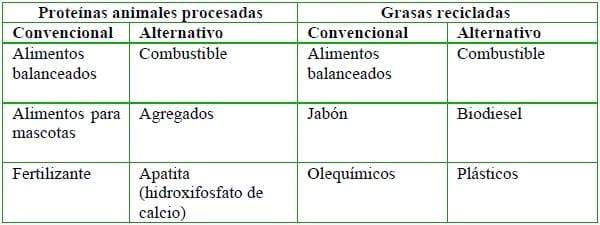
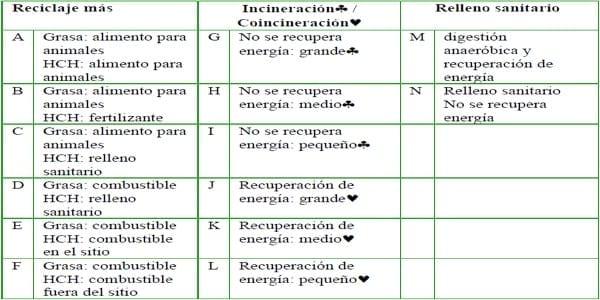
Al tomar en cuenta todos los subproductos animales que no están destinados al consumo humano, hay una gama de oportunidades de procesamiento que se pueden considerar de acuerdo con el estatus de la materia prima y la demanda de los productos producidos. En el cuadro 2 se muestra una gama de usos de los productos producidos ya sea por el reciclaje convencional o por los procesos “alternativos” después del reciclaje.
Cuadro 2. ¿Qué se puede hacer con los productos reciclados de origen animal?
Por lo tanto, lo que sigue es que si el reciclaje no se hubiera inventado o de repente ya no existiera, se requerirían entonces de alternativas para procesar parte de estas materias primas o el material se tiraría en basureros ilegales.
Alternativas al Reciclado
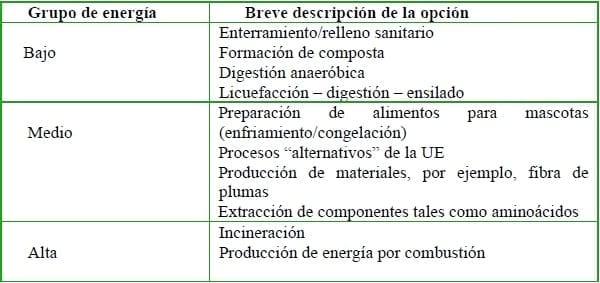
Esta sección va a considerar solamente los aspectos técnicos independientes de cada alternativa. En una sección posterior se van a considerar los otros factores esenciales, tales como la capacidad, las implicaciones en la salud animal y humana, y el impacto ambiental. Las alternativas se pueden dividir ampliamente en cuatro grupos, de los cuales tres son tecnologías de proceso, y una es una opción de eliminación (cuadro 3). Las tres tecnologías de procesamiento se describen en términos de la energía (la que entra y la que sale).
- Baja energía: Son aquellos métodos que usan solamente materias primas y no aplican ningún calor externo al material.
- Energía media: Son aquellos métodos que aplican calor en alguna forma u otra, pero no con el propósito de deshidratación, estabilidad microbiológica o división de productos.
- Alta energía: Son aquellos métodos que aplican calor para generar energía de las materias primas que consiguientemente se pueden capturar y usar como calor o energía.
- Eliminación sin control/ tirar en basurero.
Cuadro 3. Opciones alternativas de procesamiento controlado.
Baja energía
Enterramiento: Para la mayoría de los productores cuyos animales mueren en la granja, esta opción es un proceso natural que se ha realizado durante varios cientos de años. En la UE, la práctica de enterramiento (y el depósito en rellenos sanitarios aprobados) de animales muertos y de todos los subproductos animales crudos se prohibió con el advenimiento de las Reglamentaciones de Subproductos Animales (ABPR) 1774.
La justificación de la legislación de la UE se basa en el alto riesgo de diseminación de enfermedades animales que resulta del enterramiento, aunque no se han publicado estudios detallados que brinden detalles sobre la evaluación del riesgo. Desde la perspectiva de la encefalopatía espongiforme transmisible (TSE), se ha notificado sobre la inefectividad residual después del enterramiento de las canales infectadas. Sin embargo, en términos globales, el enterramiento todavía se usa como medio de ocuparse de manera segura de los animales muertos ya sea como individuos o cuando suceden brotes de enfermedades masivas, tales como la influenza aviar en Asia en 2004, aunque la OIE (Oficina Internacional de Epizootias, ahora conocida como la Organización Mundial de Sanidad Animal, 2002) indicó que el reciclaje era la opción biosegura preferida.
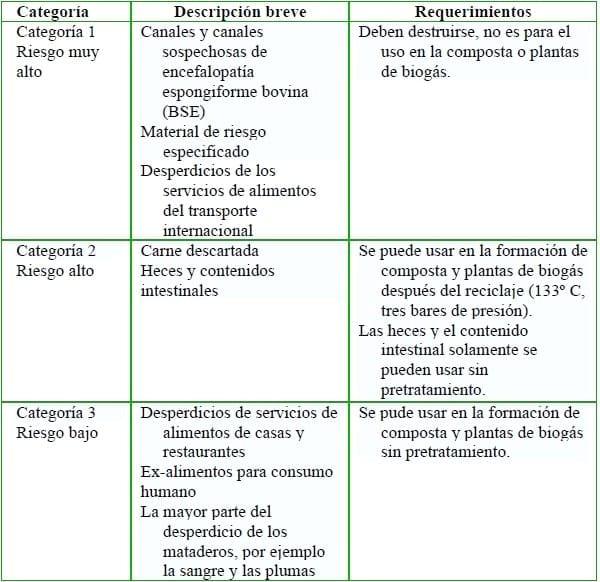
Formación de composta: Esta opción se ha refinado en Europa a un punto en que las condiciones detalladas se establecen en la ABPR 1774. Estas condiciones incluyen la prohibición de composta de materias primas Categoría 1 (cuadro 4) y requiere el procesamiento con presión de cualquier material Categoría 2 antes del compostaje. Las materias primas de Categoría 3 se pueden transformar en composta sin pretratamiento. La composta (mejorador orgánico de tierra) resultante puede en principio regresarse a la tierra, pero la aplicación de estos materiales a ciertos tiempos de tierras agrícolas tales, como las pasturas, tiene restricciones como los periodos de “retiro” para animales en pastoreo. No obstante, el hecho de que sea teóricamente posible hacer composta con ciertos subproductos animales, en la práctica es imposible el compostaje puramente de subproductos animales debido a la composición química adversa y su naturaleza física. En la práctica, estos problemas de niveles altos de proteína y grasa limita el uso de los subproductos animales para la mezcla de formación de composta que contiene altos niveles de componentes ricos en carbono, como la paja de cereales.
Cuadro 4. Categorías de subproductos animales en ABPR 1774.
Digestión anaeróbica - Biogás: Las preocupaciones de la composición química con respecto a los subproductos animales a los que se hace referencia en relación a la formación de composta también aplican para la digestión anaeróbica . Aquí la relación entre carbón y nitrógeno es vitalmente importante para proporcionar las condiciones óptimas de digestión anaeróbica que darán la máxima producción de metano (biogás). Una vez más, esto conduce a la situación práctica en la que los subproductos animales no se pueden procesar por sí solos, sino más bien en mezclas de otros materiales altos en carbono. En la UE, la digestión anaeróbica de materias primas de diferentes categorías está restringida de forma similar a los controles del compostaje, además de que están establecidas condiciones específicas del proceso. El biogás metano producido se requiere que se limpie de gases ácidos (por razones de las maquinarias) antes de la combustión en una máquina de gas que a su vez produce electricidad. Los lodos residuales se aplican a la tierra con restricciones similares a las que aplican para la composta.
Licuefacción – Digestión: Este método de procesamiento de los subproductos animales se ha utilizado durante muchos años para hacer productos líquidos o de digesta de materia primas específicas. En principio, este método utiliza la acción bacteriana hidrolítica para realizar la autólisis de la proteína hacis una forma líquida. Una vez en este estado. el licor digerido se puede estabilizar indefinidamente ajustando el pH a menos de 3.0. Tradicionalmente, este método se ha usado para preparar digestas líquidas como atrayentes de palatabilidad que se utilizan en alimentos para mascotas. Este proceso de fabricación requiere que las materias primas iniciales sean de una calidad muy alta, aunque en principio el método se pueda aplicar a cualquier materia prima que se pueda hidrolizar mediante enzimas endógenas o exógenas.
Energía media
Producción de subproductos animales frescos, enfriados y congelados para alimentos para mascotas: En principio, la industria de alimentos para mascotas puede utilizar una cantidad considerable de materias primas, pero hay un énfasis muy fuerte en la calidad, lo que restringe en gran medida ciertos materiales que se usan en la práctica. No obstante, esta ruta es un método alternativo viable para utilizar materias primas, aunque la cantidad de alimentos para mascotas húmedos o enlatados que pueden usar materias primas se reduce globalmente. Curiosamente, están en aumento las ventas de alimentos para mascotas secos, que usan materiales de origen animal como ingredientes.
Procesos alternativos en la UE: La regulación 92/2005 de la Comisión Europea establece condiciones de aprobación de cuatro métodos de procesamiento de materia primas. A continuación se proporciona un breve resumen de los cuatro procesos. Se da por sentado que la mayoría de estas tecnologías están diseñadas para inactivar agentes de las TSE en las materias primas Categoría 1 ABPR de la UE, aunque en principio se podría usar para cualquier categoría de materiales del mundo. Muchas de estas tecnologías se han basado en la revisión de métodos capaces de inactivar priones (Taylor y Woodgate, 2003)
• Hidrólisis alcalina
Este método de procesamiento de materias primas emplea una combinación física y química para reducir las canales enteras (si así se requiere) a una consistencia del tipo de una sopa. Las unidades de hidrólisis están calculadas para facilitar condiciones muy alcalinas (pH por arriba de 12), presiones altas (mayores a tres atmósferas) y un mezclado mediante un sistema de circulación de bombeo. En principio, el concepto incluye la capacidad de inactivar tejidos animales que puedan contener agentes infecciosos tales como la encefalopatía espongiforme bovina (BSE). Sin embargo, el costo de capital por tonelada procesada es muy alto (parcialmente debido a las producción bajas o por lotes) y cualquier costo de eliminación subsiguiente de la sopa líquida sería considerable debido a la carga contaminante.
• Biogás de alta presión
Este proceso es esencialmente uno de un procedimiento de pretratamiento que es el preludio a una digestión anaeróbica. El enfoque, como en la hidrólisis alcalina, es el de ser capaz de procesar materias primas que puedan contener un agente infeccioso, pero aquí el concepto es convertir a los nutrientes presentes en biogás metano mediante el uso de bacterias metanogénicas en un sistema de digestión anaeróbica. Este sistema está aprobado en la Unión Europea en la reglamentación 92/2005, pero como en la hidrólisis alcalina, sufre de desventajas prácticas de altas especificaciones de diseño, altos costos y baja producción. Aunque hay un rendimiento de producción teórico (metano) que se puede convertir a energía o electricidad, no es de esperarse que sea un proceso viable en términos de sustituir al reciclaje de subproductos de origen animal.
• Hidrólisis de alta presión y temperatura
Este método está aprobado para operar una temperatura de al menos 80oC (en el centro de cualquier materia prima) con una presión absoluta de 12 atmósferas, durante al menos 40 minutos. El proceso es efectivamente un sistema por lotes y el hidrolizado resultante puede o no deshidratarse. No está claro cuál podría ser el uso al que se destinen los materiales producidos.
• Gasificación Brooks
Este es un proceso por lotes que efectivamente volatiliza los constituyentes químicos de los subproductos animales hacia hidrocarbonos complejos y gases en un periodo de 24 horas. Los productos del proceso descrito son gases secundarios, que en consecuencia entran en combustión en una cámara secundaria para producir calor y una ceniza inorgánica que se elimina.
Materiales (fibra de plumas): Globalmente, las plumas de aves se usan de dos maneras diferentes. Una pequeña cantidad de usa para producir pluma de alta calidad para almohadas, rellenos y mobiliario. Los requisitos del procesamiento son rigurosos y los criterios esenciales incluyen la limpieza y el olor. El mercado de estos productos está más bien limitado y por lo tanto la gran mayoría de las plumas se convierte a proteína hidrolizada grado alimenticio animal. Como se mencionó en la introducción, y aunque este método no es estrictamente reciclaje, no se consideraría como una alternativa a éste. Tal vez no se encuentre muy lejana una solución viable posible que sea una alternativa al reciclaje.
Un proyecto de la EU, de matrices de proteína industrial de alto desempeño a través del bioprocesamiento (HIPERMAX), está investigando una gama de tecnologías que podrían ser métodos viables para convertir proteínas animales tales como lana, seda, plumas o pieles (o cueros) en nanomatrices. Estos materiales se pueden usar en una amplia variedad de aplicaciones una vez que se hayan optimizado los aspectos de biotecnología de cada proceso. Considerando sólo el segmento de plumas del proyecto, se han logrado avances importantes en los últimos 18 meses. El desarrollo de un método efectivo, pero aceptable ambientalmente, de limpiar las plumas de la industria del sacrificio de animales ha sido un paso preliminar vital. Se ha logrado asegurando que las plumas “limpias” sean capaces de entrar a la segunda fase del proceso. En esto, las plumas enteras se convierten a fibra que se usa en una amplia variedad de aplicaciones. El programa de investigación va a terminarse en 2007 y a partir de ahí se van a hacer públicos más detalles de las posibilidades.
Extracción y purificación de componentes: Los subproductos animales están constituidos de componentes químicos esenciales, igual que cualquier forma de vida. Los principales constituyentes, además del agua son las proteínas, los lípidos y los minerales. Las proteínas, desde luego están constituidas principalmente de aminoácidos, mientras que el contenido de lípidos está hecho de ácidos grasos triglicéridos. Los constituyentes minerales comprenden las dos principales constituyentes del hueso, es decir, el calcio y el fósforo. De vez en cuando se han hecho propuestas para extraer componentes interesantes o con un potencial de valor de las materias primas.
Más comunmente, los aminoácidos se han propuesto para la extracción de materiales tales como hueso o plumas. Aunque estás ideas podrían haber estado basadas en principios sólidos de bioquímica e ingeniería química, ninguno de esos métodos ha tenido un lanzamiento con éxito. Muchos de los problemas comerciales se han centrado en los altos costos de diseño y mano de obra, con los consiguientes altos costos de producción. Lo incierto y el bajo valor de los productos han llevado a que fallen muchos procesos para llenar este potencial.
Alta energía
Incineración: El término incineración, como se aplica en la ABPR 1774 de la UE, está limitado a la eliminación de materiales sin ninguna recuperación de calor u otros residuos tales como cenizas. La mayor parte de los diseños de incineradores resultan en una combustión aeróbica de alta temperatura durante suficiente tiempo como para lograr la conversión de todos los materiales orgánicos de regreso a sus moléculas constituyentes tales como CO, CO2 y H2O. Esta opción es una de las que probablemente proporcionen una máxima seguridad en términos de eliminación de material orgánica, pero con la principal desventaja de que no resultan productos.
Coincineración: La coincineración significa “hacer la combustión o incinerar, con recuperación de energía” en cualquier forma de calor, electricidad o ambos. Esta tecnología también puede incluir el proceso de fabricación de cemento, que es una producto, junto con el calor recuperado. Se han desarrollado varios sistemas en la UE, después de la crisis de la BSE en 1996, en los que se pedía que a la mayoría de las proteínas animales procesadas (PAP) y las grasas recicladas se eliminaran como parte de las políticas precautorias de la BSE. Estos sistemas, tales como la combustión de la grasa reciclada en calderas de vapor y PAP en reactores de cama de fluido burbujeado, han logrado una reducción excelente de la materia orgánica junto con la producción combinada de calor y electricidad, que en muchos casos se ha usado para electrificar el mismo proceso de reciclaje. Sin embargo, si no hay PAP y el sebo porque no hay reciclaje de subproductos de origen animal disponible, entonces se tiene que considerar el uso directo de las materias primas. En esto ha habido algunos avances significativos en el transcurso de los últimos tres años.
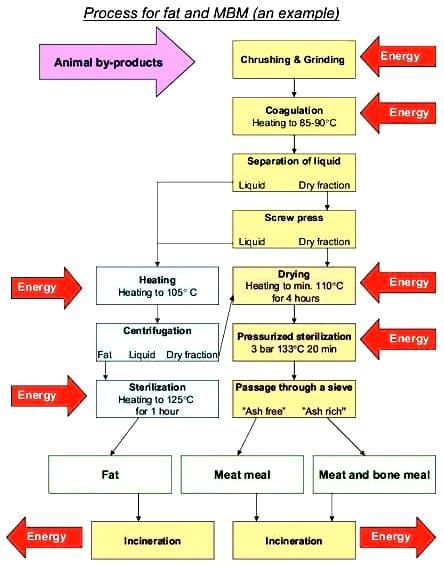
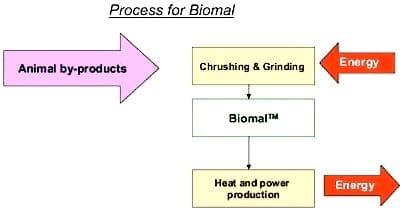
El concepto Biomal en Suecia puede ser el mejor ejemplo para ilustrar las oportunidades de este método. El proceso Biomal es menos complicado ya que se elimina el proceso que usa mucha energía para convertir las materias primas en grasa y HCH. La comparación de un sistema de reciclaje convencional comúnmente visto en Europa (figura 2) y el sistema Biomal (figura 3) muestra la clara diferencia en el método. En el sistema Biomal, la materia prima se tritura y muele, y luego se bombea a una caldera de cama fluidizada donde se quema junto con un combustible base como astillas de madera, turba o residuos municipales.
Figura 2. Bosquejo del proceso de los subproductos de origen animal que muestra el aporte y la producción de energía.
Figura 3. Bosquejo del proceso de Biomal que muestra el aporte y la producción de energía.
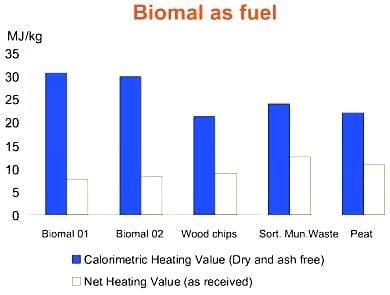
La energía se recupera de los subproductos animales al producir calor y electricidad renovables, cuyo resultado neto de energía aumenta considerablemente. Ya que los subproductos animales contienen grasa, esto contrarresta el alto contenido de cenizas y humedad (que no contienen energía); el poder neto calórico es muy aceptable, de aproximadamente ocho megajulios por kg de combustible (figura 4). Esto corresponde al poder calórico neto de otros biocombustibles que tienen un contenido de humedad del 50%.
Figura 4. Comparación del contenido de energía en Biomal y otros tipos de combustibles de biomasa.
El concepto de Biomal tiene algunas ventajas, ya que un sistema completo que incluye la capacidad de reducir o eliminar el riesgo de la infección por BSE u otras enfermedades. También es un método efectivo de energía en comparación con los métodos convencionales más complicados. Se reduce el uso del agua y de la descarga de sustancias que exigen oxígeno biológico. En la UE, el Biomal es un biocombustible renovable, que no contribuye al calentamiento global y que puede reemplazar a los combustibles fósiles para la producción de calor y electricidad.
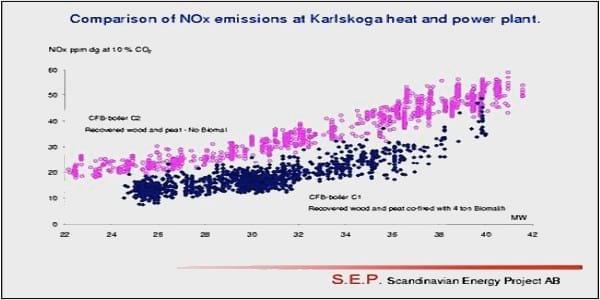
La figura 5 indica el efecto de Biomal sobre los óxidos nitrógeno (NOx) en donde los compuestos de nitrógeno del Biomal parecen reducir las emisiones de NOx de la misma manera que el amoniaco o la urea. En estudios separados de emisiones, no se han medido niveles elevados de emisiones de dioxina debido a la coincineración con Biomal
Figura 5. Comparación de Biomal y turba de madera como combustibles sobre las emisiones de NOx.
Eliminación sin control
El uso del rellenos sanitarios para eliminar subproductos animales introduciría un riesgo importante a la bioseguridad, e impondría un serio peligro para la salud animal y humana. Mientras menos controlada esté la eliminación mayor será el riesgo; el riesgo más alto es el deshacerse de los subproductos sin control.
La bioseguridad se va a ver disminuida en una serie de diferentes maneras. El riesgo de transmisión de patógenos tanto a humanos como a animales aumenta, ya sea directa o indirectamente. Además, la falta de rastreabilidad implícita en el relleno sanitario o el basurero, va a dificultar la prevención, control y erradicación de enfermedades una vez identificadas. Estas cuestiones se pueden convertir en infranqueables durante las situaciones de emergencia diseminadas, tales como los brotes de nuevas enfermedades, o las crisis ambientales como las inundaciones.
Además de la reducción en la bioseguridad, si los subproductos animales se eliminan en un relleno sanitario la presión del espacio y las instalaciones de eliminación van a aumentar, en un momento en que el impulso legislativo es el de reducir la cantidad de desperdicios generales de las actividades humanas que se eliminan de esta manera. Las preocupaciones ambientales por el transporte de losdesperdicios y la operación de los rellenos sanitarios, ya están forzando a la sociedad a volver a examinar la forma en que se eliminan incluso los desperdicios no peligrosos.
De esta manera, incluso sin un aumento a la amenaza de la bioseguridad, la eliminación de los subproductos animales en rellenos sanitarios o basureros se verían como algo ambientalmente indeseable. Los volúmenes implicados son importantes. Gerba (2002) calcula que la cantidad de ganado, aves y desperdicios del procesamiento de alimentos en Estados Unidos es equivalente al 21 por ciento de los desperdicios que llegan a los rellenos sanitarios. Los pasos para reducir y eliminar los rellenos sanitarios o basureros serían una alta prioridad, incluso si no estuvieran presentes las implicaciones adicionales de riesgos a la salud.
Rastreabilidad
La necesidad de rastrear para prevenir, controlar y erradicar enfermedades en animales se ha demostrado de manera espectacular en años recientes con el impacto global de enfermedades tales como la BSE, fiebre aftosa y la influenza aviar. Una de las principales armas utilizadas por las autoridades al enfrentarse a estas enfermedades ha sido el control estricto de no sólo los animales infectados, sino del control de la eliminación de los subproductos de animales sacrificados.
La introducción de niveles sin precedentes de rastreabilidad de animales y aves ha encabezado al ataque a estas enfermedades, a través de la cadena entera de animales del origen a la eliminación. La rastreabilidad se ha convertido en uno de los componentes clave en la lucha global por garantizar la bioseguridad. La eliminación que implica el uso de rellenos sanitarios o basureros hace que este método de protección de la sociedad sea imposible e inaceptable.
Control de patógenos
Los subproductos animales y la mortalidad que no se han procesado contienen grandes cantidades de microorganismos, entre los que se incluyen las bacterias y los virus patógenos. A menos que se procesen adecuadamente de una manera oportuna, estos materiales proporcionan un excelente ambiente para que los organismos que causan enfermedades crezcan y amenacen la salud animal y humana, así como el ambiente.
Si se permite que se acumulen y descompongan sin restricción alguna, estos tejidos se van a convertir en un riesgo biológico substancial, que promueve enfermedades, atrae y hospeda roedores, insectos, animales de carroña y otros conocidos vectores de enfermedades, y atraen a animales predadores hacia zonas densamente pobladas. El ganado y las aves comúnmente se infectan con patógenos, aunque puedan ser causantes de enfermedades no aparentes en animales. Muchos patógenos de animales mayores se pueden transmitir a humanos (Enríquez et al., 2001). Estos incluyen a la Escherichia coli 0157:H7, las especies de Salmonella, Campylobacter jejuni, Yersina enterocolitica, Clostridium perfringens, Cryptosporidium parvum y Giardia.
Existen muchas pruebas de que los patógenos están presentes en los animales. Por ejemplo, estudios recientes en Estados Unidos han mostrado que 23 por ciento del ganado disemina E. coli 0157:H7 (Smith et al., 2001), 55 por ciento del ganado lechero excreta Salmonella (Troutt et al., 2001), la incidencia de Salmonella en pollos puede llegar hasta el 100 por ciento en algunas parvadas (Council of Agricultural Science and Technology, 1994), se ha encontrado Salmonella en el 46 por ciento de los cerdos que entran al matadero (Swanenburg et al., 2001), se ha notificado Yersina enterocolitica en el 2.5 por ciento al 49 por ciento de la carne de cerdo (Council of Agricultural Science and Technology, 1994), y 39 por ciento de los terneros y 22 por ciento de los animales adultos de las granjas lecheras diseminan Cryptosporidium parvum (Huetink, 2001). El virus de la hepatitis E, que causa una enfermedad hepática seria que causa la muerte (muere hasta un 30 por ciento de las mujeres embarazadas infectadas) es endémica a los cerdos (Yoo et al., 2001m, Meng et al., 2002, Haas et al., 1996). Las pruebas también indican que la gente que trabaja con cerdos y los veterinarios se encuentran en riesgo de infección en Estados Unidos (Meng et al., 2002).
Es claro que un número significativo de materiales de origen animal después del sacrificio van a contener patógenos que se pueden transmitir a humanos. Se calcula que más de la mitad de los animales contienen uno o más patógenos humanos que hace que sea imprescindible el reciclaje de los desperdicios y subproductos de origen animal.
Riesgos de los patógenos
Gerba (2002) declaró que un estimado conservador de sólo el 10 por ciento de los animales infectados con un patógeno humano representaría más del 99 por ciento de todo el desperdicio infeccioso que se recibe en los rellenos sanitarios. Cualquier incremento en los animales que se eliminan en rellenos sanitarios, incrementaría de manera espectacular la cantidad de patógenos que reciben.
Los trabajadores involucrados en el transporte y la operación de rellenos sanitarios y el ambiente de éstos, estarían expuestos a grandes aumentos en laconcentración de microorganismos. También estarían presentes nuevos agentes microbianos, como por ejemplo el virus de la hepatitis E (Enríquez et al., 2001).
Estos agentes muy probablemente se transmiten mediante la vía del aerosol y a animales que frecuentan los rellenos sanitarios. Actualmente los patógenos humanos y animales en la materia fecal son la principal fuente de agentes infecciosos en los desperdicios sólidos que se reciben en los rellenos sanitarios (Haas et al., 1996). La mayoría de estos microorganismos se transmiten por contacto directo y no por aerosol. En contraste, los aerosoles transmiten muchos de los patógenos de animales, tanto por inhalación como por contacto dérmico con los aerosoles (Hirsh y Zee, 1999).
También es de esperarse que aumente el riesgo de exposición a animales, tales como aves, insectos y roedores. Esto aumenta el riesgo de exposición a patógenos y toxinas microbinas que se transmiten fuera del sitio. Muchos insectos se sienten atraídos por las heces, pero las aves y los roedores muy probablemente se sientan atraídos por los animales muertos. Dependiendo de la época del año, las aves abundan más en los rellenos sanitarios (Belant et al., 1995), las cuales pueden actuar como vectores en la transmisión de microorganismos patógenos y sus toxinas (Galey, 2001).
La mortalidad considerable de las gaviotas en el Reino Unido se ha vinculado a los rellenos sanitarios que estas aves visitan (Ortiz y Smith, 1994). El organismo Clostridium botulinum se encontró el 63 por ciento de los rellenossanitarios que se examinaron. Los canales de animales que se echan a perder, sirven para atraer aún más a las aves a los rellenos sanitarios, lo que aumenta su exposición y riesgo de enfermedad.
Hamilton y Kirstein (2002) también muestran el valor del proceso del reciclaje como un mecanismo de control de riesgos de los patógenos microbianos, así como de otros riesgos, al mencionar datos proporcionados en un estudio del Departamento de Salud del Reino Unido (U.K. Department of Health, 2001, cuadro 5). Se encontró que el riesgo de la exposición en humanos a los riesgos biológicos era insignificante cuando los animales muertos (mortalidad) y los subproductos se procesaban mediante el reciclaje, la incineración, o la pira funeraria. Sin embargo, se han presentado informes de que la incineración y las piras causan exposición de moderada a alta a los riesgos químicos relacionados con la quema. Solamente los materiales que se han reciclado tienen una exposición insignificante a los riesgos biológicos y químicos. El agente que causa la BSE fue la única excepción, el cual se encontró que representaba un riesgo insignificante al ser humano cuando posteriormente se incineran los productos sólidos del reciclaje.
Cuadro 5. Resumen de los posibles riesgos a la salud de varios métodos de manejo de subproductos de origen animal.
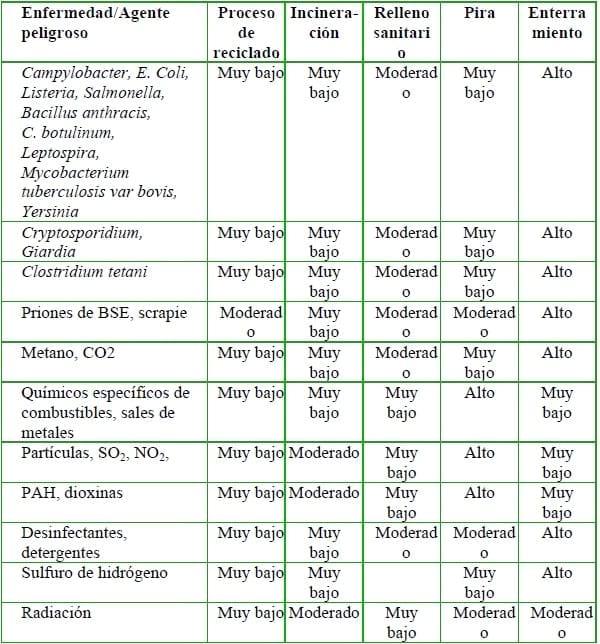 Adaptado de U.K. Department of Health, 2001.
Adaptado de U.K. Department of Health, 2001.
Clave: Muy bajo: la mínima exposición del ser humano a los riesgos.
Moderado: exposición intermedia de humanos a riesgos
Alto: máxima exposición de humanos a riesgos
El riesgo de la exposición de humanos a las TSE se calificó como muy bajo cuando se incineran productos sólidos del reciclaje.
Impacto sin la industria del reciclaje de subproductos de origen animal
Esta es un área particularmente difícil de cuantificar, ya que no se han cuantificado la mayoría de las alternativas en la misma forma que el reciclaje. Sin embargo, un informe comisionado por la U.K. Renderers Association (realizado por Det Norske Vertitas en 2001) es capaz de dar una indicación de algunos de los efectos de operar una amplia gama de diferentes opciones (cuadro 6).
Cuadro 6. Resumen de las opciones de utilización o eliminación.
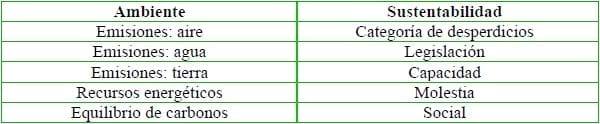
Cada una de las opciones se clasificó de acuerdo con los criterios mostrados en el cuadro 7. Algunas de las determinaciones se hicieron con base en los datos cuantificados, cuando estaban a disposición, de acuerdo con la opción de proceso individual; el resto de la información se tomó de la literatura.
Cuadro 7. Criterios de evaluación de categorías de eliminación.
Como resultado de la compilación de datos, el informe indica una jerarquía o categorías de opciones con base en los criterios ambientales y de sustentabilidad. En resumen, las primeras cuatro opciones incluyen tres de las opciones del reciclaje de subproductos de origen animal y una coincineración a gran escala (figura 6).
El hecho de que el reciclaje con productos que se usan en alimentos para animales, y el reciclaje con productos que se usan como fuentes de energía, estén en la parte superior de la jerarquía es algo muy tranquilizante.
Figura 6. Resultados de la evaluación del impacto ambiental general.
Sin embargo, la presencia de biogás (controlado) y el relleno sanitario al final de la jerarquía, es una indicación igualmente fuerte de que estas dos opciones, de usarse para eliminar cantidades significativas de subproductos animales, conducirían a fuertes impactos ambientales adversos. Aunque no está incluido específicamente en el estudio de Det Norske Vertitas, el basurero sin control de subproductos animales también se incluyó en el resumen de la figura 6 para ilustrar la posición esperada en cualquier estudio del tipo.
Además de los criterios del impacto ambiental ilustrados, no habría desde luego productos del reciclaje para usarse. En otras palabras, no existirían los usos de productos reciclados de origen animal descritos en el cuadro 2. De los 66 millones de toneladas de subproductos animales de cada año, se producen alrededor de 12.5 millones de toneladas de proteína animal procesada y seis millones de toneladas de grasa animal reciclada. Para poner esto en una perspectiva global, esto equivale a aproximadamente el 8 por ciento del suministro mundial de proteínas (como proteína) utilizadas en alimentos para animales y el 6 por ciento del suministro de aceites y grasas del mundo.
Si estos materiales no estuvieran a disposición para sus usos tradicionales, tendría entonces que hacerse la sustitución con fuentes alternativas. Si estas alternativas fueran de hecho proteínas vegetales y oleaginosas, el cultivo de estos productos llevaría a consecuencias ambientales negativas. Esto puede incluir la deforestación, el uso excesivo de fertilizantes, la contaminación de los mantos freáticos e incluso un aumento en la cantidad de material modificado genéticamente en el ambiente. Aunque estos impactos podrían parecer imposibles de cuantificar y hasta cierto punto especulativos, algunos o todos estos pueden ser lo suficientemente graves como para trastornar el equilibrio ambiental que se ve bajo el actual régimen del reciclaje de subproductos de origen animal.
La industria del reciclaje de subproductos de origen animal de vez en cuando enfrenta con profesionalismo los impactos sobre la salud animal y humana, particularmente las enfermedades zonóticas. Sin esta opción de procesamiento, el riesgo de diseminar aún más tales enfermedades, probablemente se incrementaría.
Conclusiones
El desafío enfrentado en este capítulo es el de concebir un mundo sin el reciclaje de subproductos de origen animal. Dentro de este desafío, se hicieron varias suposiciones que pueden o no ser verdad en el caso de que no estuviera presente la industria del reciclaje. En primer lugar, se da por sentado que el ganado todavía se reproduce, produce y sacrifica para producir alimentos para consumo humano en aproximadamente el mismo nivel que en la actualidad. Este nivel de producción animal muy probablemente crecería de acuerdo con las expectativas de una mayor demanda de carne, leche y huevos de una población mundial siempre en crecimiento.
Si no existiera el reciclaje, las aproximadamente 66 millones de toneladas (145,200 mil millones de libras) de subproductos animales, altos en contenido de agua y susceptibles a la rápida degradación se seguirían produciendo cada año en el mundo. De no estabilizarse rápidamente, el material se degradaría y contaminaría rápidamente al liberar una amplia variedad de compuestos, elementos o energía al ambiente en una forma totalmente descontrolada. Sin el reciclaje y el uso de los productos reciclados de origen animal, no habría una captura o recuperación real de elementos como se ve al operar el reciclaje, tal y como es actualmente.
De la revisión de opciones hecha, parece que la mayoría de las opciones de procesamiento que no implican el reciclaje, son conceptos de nicho al considerar las cantidades anuales de materiales producidas en el mundo. El resultado puede ser tirar, desechar o eliminar sin control, pero dando por sentado que existe algún marco legislativo, uno no puede imaginarse que esto suceda en todo el amplio espectro durante cualquier duración de tiempo. De las opciones controladas analizadas, solamente tres están actualmente disponibles que pudieran ser capaces de enfrentarse con las cantidades de subproductos animales que se producen. En términos prácticos, estas tres opciones son el relleno sanitario, la incineración y la coincineración.
Es claro a partir del estudio de DNV que el uso de lo anterior a niveles significativos, llevaría la posibilidad de impactos ambientales y en la salud humana. La incineración podría aliviar las preocupaciones directas de salud humana, pero la energía presente en los materiales se perdería para siempre, y por lo tanto no se podría considerar como una opción sustentable. La opción de más alta calificación ambiental y de salud humana aparte del reciclaje, parecer ser la coincineración. El proyecto Biomal de Suecia, ha ayudado a colocar esta tecnología hasta arriba de las opciones que no tienen que ver con el reciclaje.
Sin embargo, ya que es claro a partir del proceso descrito anteriormente, no existe recuperación de proteína para su posible uso como ingrediente de alimento para animales o como un proveedor de energía o minerales en otras aplicaciones. Además, no hay recuperación de grasa reciclada que se pueda usar en los alimentos para animales, jabones, oleoquímicos o biocombustibles. Sin estos productos, no queda claro cual sea la recuperación económica para la industria de la ganadería Los valores de energía pueden ser relativamente altos, pero ¿serán lo suficientemente altos para garantizar una industria sustentable?
Por lo tanto, si existiera el mundo sin el reciclaje de subproductos de origen animal, sería muy seguro que alguien, algún día, estaría pidiendo que se inventara una nueva tecnología que pudiera ser ambientalmente neutral, sustentable y económica para la industria pecuaria en general. Tal vez la nueva tecnología se llamaría reciclaje de subproductos de origen animal (rendering).
Bibliografía
1. Belant, J.L., T.W. Semans, S.W. Gabrey, and R.A. Dolbeer. 1995. Abundance of gulls and other birds at landfills in Northern Ohio. American Midland Naturalist. 134:30-40.
2. Biomal EU project. www.Biomal.com.
3. Council of Agricultural Science and Technology. 1994. Foodborne Pathogens: Risks and Consequences. Task Force Report No. 122. Ames, Iowa.Det Norske Vertitas. 2001. Options for disposal or use of animal by-products. U.K. Renderers Association.
4. Enriquez, C., N. Nwachuku, and C.P. Gerba. 2001. Direct exposure of animal enteric pathogens. Reviews of Environmental Health. 16:117-131.
5. EU Animal By-Products Regulation. 2002. EC Regulation 1774.
6. Galey, F.D. 2001. Botulism in the horse. Veterinary Clinics of North America-Equine Practice. 17:579.
7. Gerba, C.P. 2002. Potential health implications from the disposal of large animals in landfills. Presentation to the Arizona Department of Agriculture, June 11, 2002.
8. Haas, C.N., J. Anotai, and R.S. Engelbrecht. 1996. Monte Carlo assessment of microbial risk associated with land filling of fecal material. Water Environment Research. 68:1123-1131.
9. Hamilton, C.R. and D. Kirstein. 2002. National Renderers Association technical review.
10. Heutink, R.E. 2001. Epidemiology of Cryptosporidium spp. and Giardia duodenalis on a Diary Farm. Vet. Parasitology. 102:53-67.
11. Hirsh D.C., Zee Y.C. 1999. Veterinary microbiology. Malden: Blackwell Science.
12. Meng X.J., B. Wiseman, D.K. Guenette, F. Elvinger, T.E. Toth, R.E. Engle, S.U. Emerson, R.H. Purcell. 2002. Prevalence of antibodies to the hepatitis E virus in veterinarians working with swine and in normal blood donors of the United States and other countries. J. Clin. Microbiol. 40:117-122.
13. Smith, D., M. Blackford, S. Younts, R. Moxley, J. Gray, L. Hungerford, T. Milton, and T. Klopfenstein. 2001. Ecological relationships between the prevalence of cattle shedding E. coli O157:H7 and characteristics of the cattle or conditions of the feedlot pen. J. Food Prot. 64(12):1899-1903.
14. Swanenburg, M., H.A.P. Urlings, J.M.A. Snijders, D.A. Keuzenkamp, and F. van Knapen. 2001. Salmonella in slaughter pigs: prevalence, serotypes and critical control points during slaughter in two slaughterhouses. Int. J. of Food Microbiol. 70:243-254.
15. Taylor, D.M., and S.L Woodgate. 2003. OIE publication on risk of prion diseases in Animals. World Organization for Animal Health, Paris.
16. Troutt, Galland J.C., Osburn B.I., R.L. Brewer, R.K. Braun, J.A. Schmitz, P. Sears, and A.B. Childers. 2001. AB: Prevalence of Salmonella spp in cull (market) dairy cows at slaughter. JAVMA. 219:1212-1215.
17. United Kingdom Department of Health. 2001. A rapid qualitative assessment of posible risks to public health from current foot and mouth disposal options -Main Report. www.doh.gov.uk/fmdguidance.
18. Woodgate, S.L. 2005. Proceedings Australian Renderers Association Technical Symposium.
19. Woodgate, S.L., and J. Van der Veen. 2004. The role of fat processing and rendering in the European Union animal production industry. Biotechnology, Agronomy, Society and Environment. 8(4):283-294.
20. World Organization for Animal Health. 2002. Report of OIE ad-hoc group on carcass disposal.
21. Yoo, D., P. Willson, Y. Pei, M.A. Hayes, A. Deckert, C.E. Dewey, R.M. Friendship, Y.Yoon, M. Gottschalk, C. Yason, and A. Giulivi. 2001. Prevalence of Hepatitis E Virus Antibodies in Canadian Swine Herds and Identification of a Novel Variant of Swine Hepatitis E Virus. Clin Diagn Lab Immunol. 6:1213–1219.




.jpg&w=3840&q=75)