1. INTRODUCCIÓN
La producción de pollos ha sufrido un crecimiento tanto en países desarrollados como en países en vía de desarrollo en los últimos cuarenta años [1]. En Europa, a pesar de que algunos países experimentaron un decremento en el 2003 debido a la influenza aviar, y en 2004 como resultado de la contaminación por aflatoxinas, la producción de carne de pollos se espera que siga en aumento debido al incremento del consumo doméstico de estos [2]. Francia, España y el Reino Unido, son los principales productores de pollos en Europa.
El censo total Europeo en el 2002 fue de cerca de 5900 millones [3]. De aquí puede intuirse el gran crecimiento que ha tenido la industria del peletizado en el mundo. En Holanda la cantidad de alimento Peletizado en 1993 fue de 88.4% de una cantidad total de 16.1Mt. [4]
Aunque se ha presentado este gran auge industrial y un gran cambio en la industria alimentaria animal, pasando de alimento en harina a alimento concentrado en forma de Pélet, el entendimiento de los fenómenos antes, durante y luego de la manufactura son pobremente entendidos. En 1992 [5] se realizó una investigación de 88 molinos de alimento en USA y encontraron que sólo 20 fábricas tenían sistemas de producción funcionando apropiadamente, 44 molinos de peletizado experimentaron problemas con la regulación del vapor, 7 problemas con el acondicionador antes del peletizado, entre otros problemas. Finalmente, sólo 23% de los molinos producían Pélet satisfactorio.
Las características del proceso de Peletizado, en términos de dureza, calidad y durabilidad, están ligadas a la contribución de los parámetros usados durante el procesamiento de acondicionamiento, Peletizado y enfriamiento.
A menudo, la escogencia de estos parámetros está estrechamente ligada a la experiencia del operador o fabricante debido al pobre entendimiento que se tiene en cada una de las etapas de producción desde el momento mismo de la formulación del alimento hasta la selección de los valores óptimos de presiones de gas y de Peletización, de temperaturas y tiempos de preparación y de materiales adecuados para el buen funcionamiento entre otros.
Adicional a las propiedades funcionales de los ingredientes del alimento, la escogencia del equipo, variables del sistema y del proceso usadas en la manufactura determinan la calidad física del Pélet animal.
Un cierto incremento en la cantidad de vapor adicionado a la mezcla de alimento generalmente mejora la dureza y la durabilidad del Pélet. Incrementar la cantidad de potencia disipada en la mezcla por medio de fuerzas de compresión en una o favias etapas del procesmiento generalmente tiene un favorable efecto en la calidad. El aumento en la durabilidad y la dureza sin embargo depende de la formulación y de otros parámetros como la temperatura de la mezcla y las características del enfriamiento en el aire [4].
La cantidad de vapor es un factor más decisivo que la presión de vapor, adicionalmente el vapor es superior al agua en la producción de Pélet de buena calidad. El calor adicional permite cambios en las propiedades fisicoquímicas que promueven Pélets más durables y más duros. [4]
Finalmente, la presentación del producto, su longitud y diámetro dependen de parámetros de procesamiento que pueden ser ajustados mediante el ensamble de rodillos y matrices y mediante la interacción de presiones, velocidades y calor aplicados durante las diferentes etapas de procesamiento.
2. OBJETIVOS2.1 OBJETIVO GENERAL
- Proponer una solución que satisfaga la necesidad de diseñar una máquina peletizadora para producir alimento en forma de Pélet para aves de corral con una producción diaria de una tonelada por turno de trabajo.
2.2 OBJETIVOS ESPECÍFICOS
- Emplear metodologías de diseño conceptual centradas en la exploración del estado del arte de la necesidad y en el análisis de sistemas técnicos conocidos en la industria de la peletización, para proponer una serie de posibles soluciones.
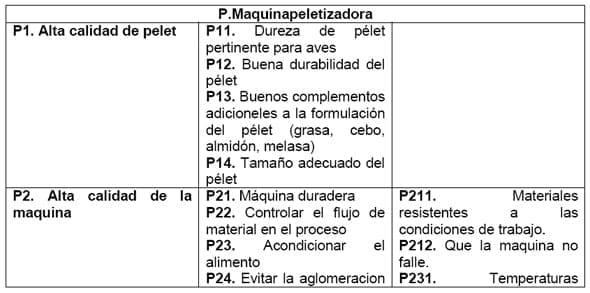
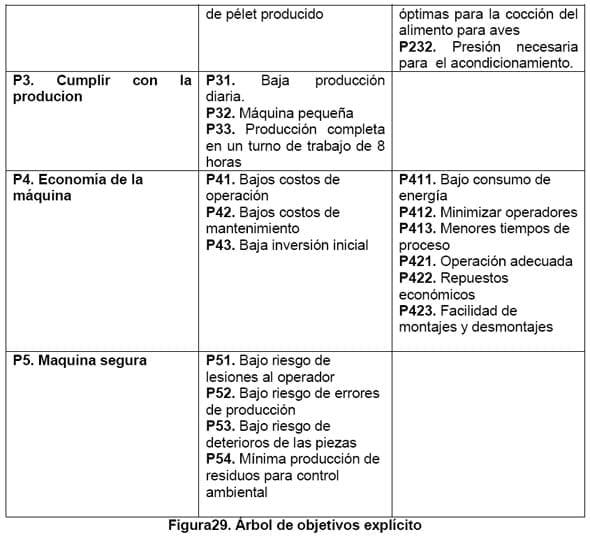
- Construir un árbol de objetivos pertinente a la necesidad de diseño del cliente.
- Realizar un análisis funcional que tenga en cuenta las características, etapas funciones y sub-funciones de una máquina peletizadora de acuerdo a la necesidad del cliente
- Generar una lista de especificaciones de acuerdo al estado del arte y las necesidades del cliente para buscar y entender los parámetros críticos del diseño que lleven a una solución adecuada.
- Generar y describir alternativas de diseño
- Seleccionar y describir una alternativa de diseño conceptual
3. EXPLORACIÓN DEL ESTADO DEL ARTE3.1 CARACTERÍSTICAS DE LA GALLINA.
El sistema digestivo de las aves es anatómica y funcionalmente diferente al de otras especies animales. Incluso existen diferencias entre especies de aves, especialmente en tamaño, que en gran parte depende del tipo de alimento que consumen. Por ejemplo, aves que se alimentan de granos tienen un tracto digestivo de mayor tamaño que las carnívoras, y aquellas consumidoras de fibra poseen ciegos más desarrollados. El largo del sistema digestivo, en proporción al cuerpo, es inferior al de los mamíferos. [6]
El alimento en forma de Pélet tiene varias ventajas sobre el alimento en forma de harina, ya que los nutrientes están homogéneamente dispersos y tienen las mismas propiedades para cada producción y formulación de alimento, dando lugar a menores desperdicios por transporte, contaminación o vientos, y minimizando las preferencias del animal por algunos ingredientes específicos.
Al suministrar alimento en forma de Pélet se deben cumplir ciertas restricciones en cuanto a la especificación del tamaño del mismo, según el animal a alimentar y su edad.
La edad y el tamaño del ave influyen en el tamaño del alimento en forma de Pélet, la experiencia agrícola clasifica el alimento para este animal según la etapa de desarrollo en la que se encuentre el ave y en su uso comercial. Principalmente, las aves de corral se dividen en dos clasificaciones: Aves de engorde y aves ponedoras.
El tamaño del elemento a peletizar es importante en relación al desarrollo corporal del ave, a medida que esta se desarrolla vamos aumentando el tamaño de la partícula en la formulación y su porcentaje en el total de alimento.
3.2 CARACTERÍSTICAS DEL ALIMENTO
Según sea la fase en que se encuentre el ave, la preparación de los componentes del Pélet debe cumplir una serie de tamaños adecuados de partícula seleccionados así:
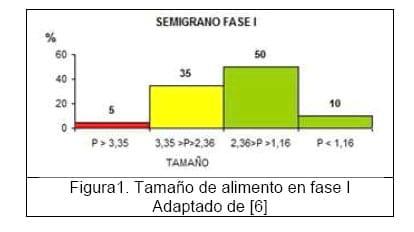
- Alimento Fase I
El 60% de tamaño de Pélet será menor de 2.36 mm debido a que el animal aun no se ha desarrollado y no podrá ingerir alimentos con tamaños muy grandes. En la figura1, el color rojo indica el tamaño que no debe ser suministrado, mientras que el color verde muestra cual es el indicado para esta edad.
- Alimento Fase II
El 60% del alimento será de un tamaño mayor de 2.36 ya que el ave está en una etapa de desarrollo en la que puede ingerir partículas más grandes sin problema, y puede rechazar las más pequeñas. En la figura2 se muestra una distribución esquemática de esta distribución.
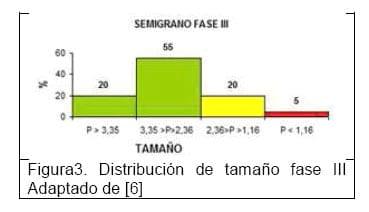
- Alimento Fase III
En este alimento hay un desplazamiento a partícula gruesa mayor de 2.36mm de un 75% ya que el ave es apta para comer el alimento más grande. En la fase de crecimiento de las aves de corral ponedoras, de 12 a 18 semanas de edad, se consume el 50% del alimento total de la etapa de recría [7]. Es necesario entonces proveer adecuada cantidad y calidad de alimento al ave para obtener los mejores resultados. En la figura3 se muestra la distribución del tamaño del alimento.
Aunque sería ideal garantizar un tamaño de Pélet para cada etapa de crecimiento del animal, muchas veces esto no es económicamente viable, considerando que la vida de aves de engorde usualmente no sobrepasa los 40 días, por lo tanto un alimento intermedio entre las tres fases de crecimiento del ave puede ser una elección que cubra las necesidades nutricionales.
Usualmente, el alimento para la industria avícola se compone de elementos a base de maíz y trigo con la adición de complementos como vitaminas, minerales, harinas, aglomerantes, entre otros.
Industrias como Solla y Cipa incorporan en sus productos elementos como [8]:
- Sorgo o maíz
- Torta de soya o de algodón
- Harina de pescado o de carne
- Harina de arroz
- Salvado de maíz
- Melaza
- Harina de huevo vaporizada
- Carbonato de cálcio
- Sal
- Hierro, Cobre, Zinc, Sódio, Cobalto, Manganeso, Antioxidantes, Antibióticos
- Vitaminas A, D, E, K C, B, Riboflavina, ácido pantoténico, Niacina, Cloruro de colina
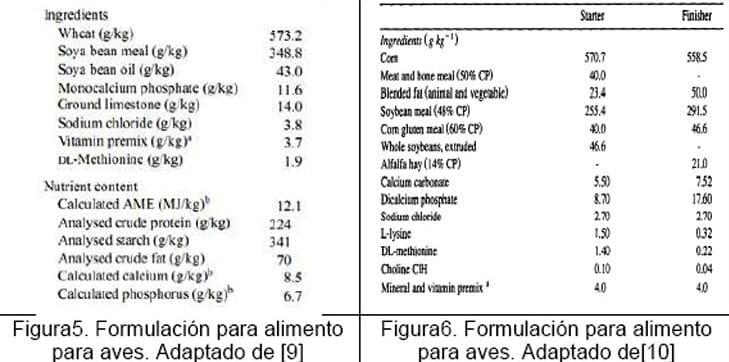
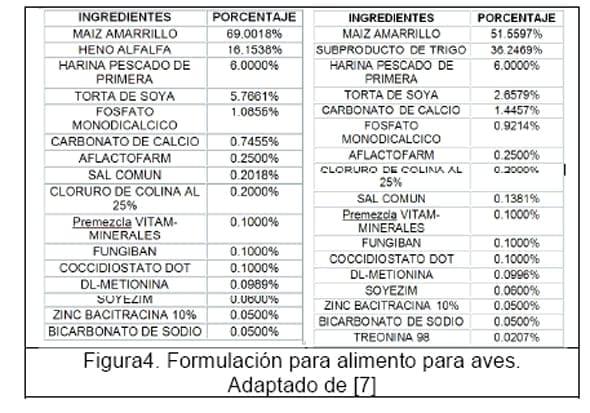
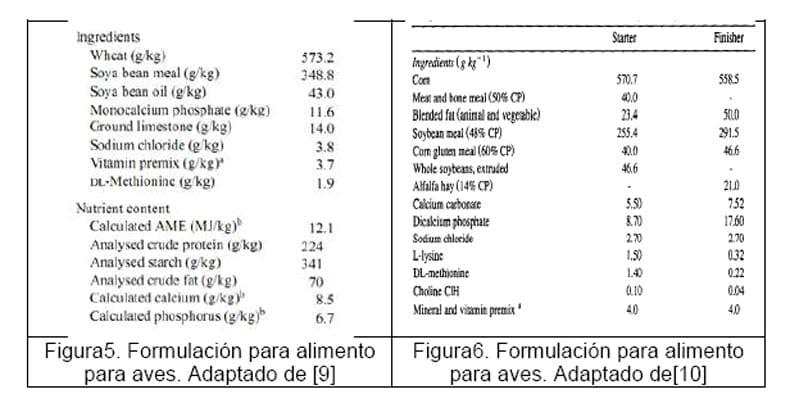
Según la literatura, no hay una sola composición dictada para el alimento de aves de corral. A continuación se muestran algunas de las composiciones normalmente empleadas para el alimento de aves, susceptibles de ser peletizadas.
Sin embargo, la edad del animal no parece afectar la composición química del material alimenticio, como se ve en la figura 4 a 6, donde para aves en etapa de inicio y terminación de ciclo de vida el alimento consiste en los mismos componentes.
En general, todas las formulaciones mostradas coinciden principalmente en maiz, soya, trigo, DL-Metolina entre otras. Por lo tanto se asumirá una composición semejante a estas para ser sometida al proceso de Peletizado que se describirá em este documento.
3.2 CARACTERÍSTICAS DEL PRODUCTO
3.2.1 PÉLET
Pélet es una denominación que se refiere a pequeñas porciones de material aglomerado o altamente densificado mediante procesos de compresión. Este material puede ser de alimento, plástico y hasta madera.
Usualmente, son mezclas compactadas hasta una forma cilíndrica, con un diámetro dictado por un orificio por el cual se comprime y forma, y su longitud está determinada por el corte de una cuchilla o algún dispositivo que rompa la continuidad del flujo del material.
La manufactura de estos puede comprender diferentes etapas de compresión y adición de calor y humedad por medio de agua o vapor, buscando obtener las mejores propiedades respecto a la calidad del producto, medidas como la durabilidad y la dureza.
Para la industria del alimento, este proceso busca transformar las materias primas alimenticias en forma de harina en productos compactados para producir alimentos más balanceados, con un poder energético más alto y con mayor eficiencia productiva.
A través del tiempo, con ayuda de investigaciones multidisciplinarias, el entendimiento de la fisiología y la nutrición de los animales ha llevado a la industria productora a formular mezclas apropiadas para la producción segura de aves de corral que servirán de alimento para la población mundial. Esta responsabilidad exige un entendimiento de las propiedades físicas y químicas del producto para darle las cantidades mínimas de proteínas, vitaminas y calorías necesarias para que se alcance un nivel nutricional adecuado que el animal no podría encontrar mediante otros métodos de alimentación.
3.2.2 PELETIZAR
En el área del alimento, es un proceso de producción donde se busca transformar una materia prima en forma de harina, mediante la acción de procesos de mezclado homogéneo, adición de calor y humedad, y la aplicación de presión necesaria para hacer fluir plásticamente la mezcla hasta adquirir una forma deseada por el manufacturador, que dependerá de la finalidad del producto, esta forma está ligada a factores diversos como el tipo de animal a alimentar, su edad y hasta la composición de la fórmula.
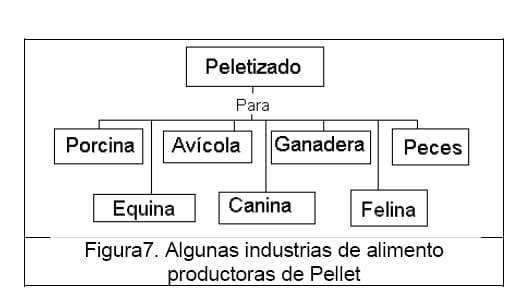
Gracias a la versatilidad de este proceso, muchas de las industrias productoras de alimento para animales han adaptado sus procesos y maquinaria para entrar a este mercado creciente en el mundo [1,2,3,4]. Algunos de las industrias envueltas en esta tendencia van desde la avícola y porcina hasta la ganadera. A continuación en la figura 7 se muestra un esquema de las industrias de alimento pertinentes.
Sin embargo, otras industrias como la de madera y plástico están envueltas en este tipo de producción, debido a que encuentran una manera de producir más eficiente, minimizando pérdidas y con una mayor versatilidad de producción.
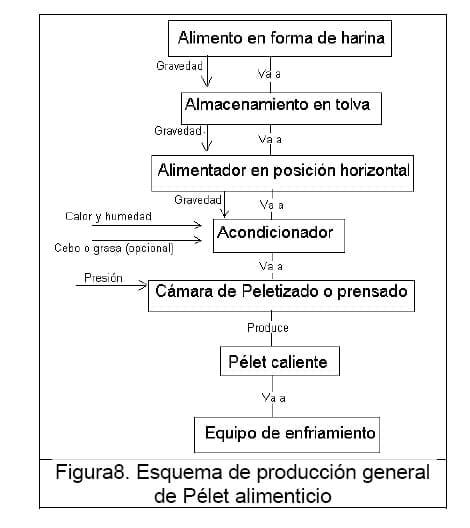
En todas las industrias de alimentos, el proceso de Peletizado sigue unos lineamientos básicos, mencionados anteriormente, compuestos por etapas de alimentación, acondicionamiento y peletizado principalmente. Aunque para cada industria la formulación del alimento cambia, y por tanto las condiciones físico químicas del producto exigen diferentes variables de producción como temperaturas, presiones y tiempos de permanencia en el proceso, la mayoría de estas siguen unos lineamientos semejantes al esquema mostrado en la figura8.
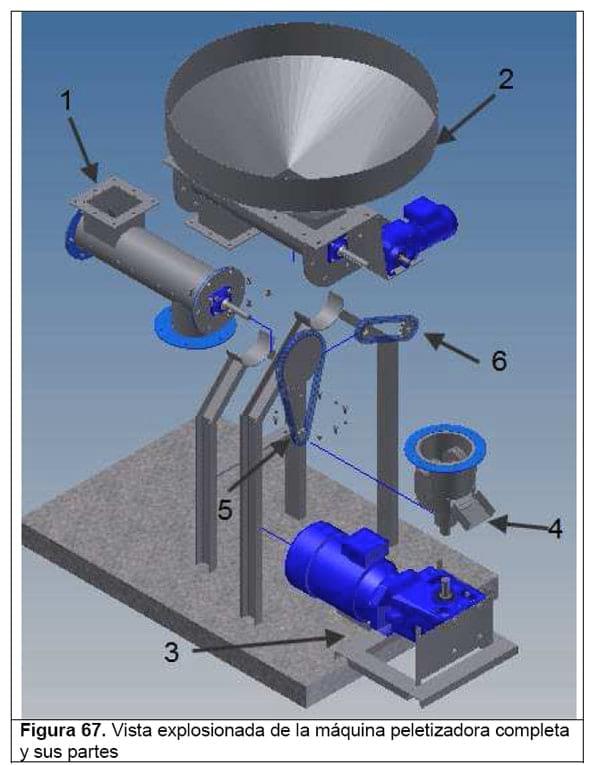
Un esquema de una máquina peletizadora se muestra a continuación en la figura9, donde pueden evidenciarse sus partes principales, las cuales serán tratadas con mayor detalle más adelante.
En general, puede verse que una máquina de este tipo está compuesta de elementos principales como tolva, tornillo de alimentación, acondicionador o preparador, matriz, rodillos, cuchillas, motor, entre otros.
3.2.3 BENEFICIOS DEL PALETIZADO
Incorporar este tipo de productos al mercado trae consigo una serie de ventajas e inconvenientes que deben ser analizados por cada manufacturador para evaluar la pertinencia de su utilización, ya que el peletizado involucra un mayor conocimiento y entendimiento de varios tipos de sub procesos que terminen en la comercialización de un producto responsable ambiental y nutricionalmente, rentable y económico. Algunas industrias del medio como Colanta, Solla, Avícula del sur, Sargo, Cipa, Purina, entre otras, han implantado procedimientos de manufactura de Pélet con éxito
En el caso de alimentación de los pollos, un animal come aproximadamente 4.9 kg de alimento peletizado durante toda su vida llegando a pesar 2.75 kg al momento de su venta. Si el animal se alimentara con harina, comería 10% más de alimento y demoraría más tiempo en desarrollarse (debe considerarse también el costo del proceso de peletizado. [10]
Algunas de las ventajas e inconvenientes que tiene el alimento en forma de Pélet se muestran a continuación:
- Ventajas:
- Mezcla los ingredientes evitando la selección del animal y la preferencia del mismo por ciertos componentes, balanceando su dienta
- Evita la segregación del producto en el transporte
- Menores desperdicios y menor pérdida con el viento
- En temporadas con ambientes más calientes ha dado mejor resultado respecto al alimento a base de harina.
- Mayor productividad y eficiencia alimenticia
- Mayor durabilidad del producto
- Menor espacio ocupado en el almacenamiento
- Se produce un grado de gelatinización de los almidones, mejorando la conversión del alimento, esta ventaja es particularmente evidente en la industria avícola.
- Pélets cilíndricos y densificados permiten un fácil manejo a granel.
- Inconvenientes
- Alto consumo de energía en procesamiento
- Operario calificado con conocimientos de formulación
- Mantenimiento de maquinaria delicada
- Uso de sistemas de vapor o calentamiento de aguas
- Alta inversión inicial
3.3 FACTORES QUE AFECTAN LA CALIDAD DEL PRODUCTO
La calidad del Pélet se mide de acuerdo a varios estándares como la dureza y la durabilidad, estas consisten básicamente cómo se lleve a cabo la manufactura del producto, puesto que factores como la selección de parámetros en el acondicionador, los ingredientes hasta el tipo de dados para la peletización tienen un efecto que hay que tener presente.
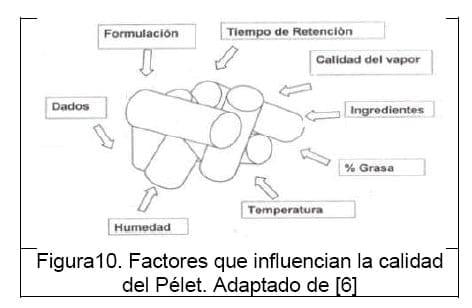
En la figura10 se muestra un esquema de los factores principales que afectan de manera directa la calidad del producto, entre los cuales se destacan la formulación, el tiempo de retención en el proceso de acondicionado, la calidad del vapor de acondicionamiento, los ingredientes usados, el contenido de grasa, la temperatura de acondicionamiento, la humedad agregada, el tipo de dado extrusor, entre otros.
Algunos de estos factores de calidad se describen a continuación con más detalle.
3.3.1 CONTRIBUCIÓN DE COMPONENTES COMESTIBLES
Las diferencias en calidad de pellet entre grupos de ingredientes dietéticos, por ejemplo, granos o semillas de legumbres, se pueden atribuir a diferencias en sus propiedades físico-químicas, que a su vez, son los más afectados por la transformación en el transcurso de la historia, la procedencia geográfica y climática de los cultivos. Las diferencias en las propiedades físico-químicas debido a los factores de este último son los principales causantes contribuyentes a las diferencias en la calidad de peletización (Ejemplo, el rendimiento, el consumo de energía de la prensa de pellets) dentro de los grupos (semillas de cereales o legumbres), esto da resultado a la calidad del pellet.
3.3.2 INGREDIENTES DIETÉTICOS
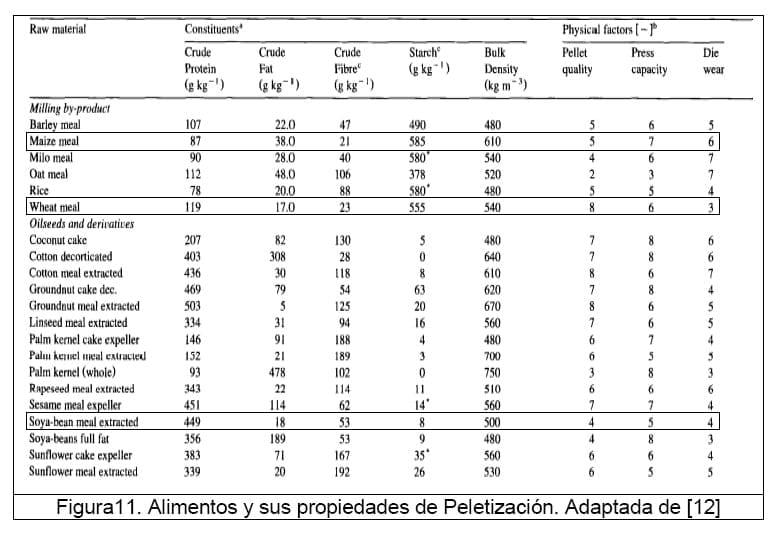
Para predecir la calidad del pellet se usa un enfoque propuesto por MacMahon y Payne en 1991 [11]. Ellos trataron de relacionar las diversas materias primas antes los criterios de peletización usados en el procesamiento de alimento de animal. Las materias primas se clasificaron en tres grupos principales: cereales, semillas oleaginosas o subproductos, además se clasificaron en una escala de 0 a 10, donde casi todas las materias primas se encuentran incluidas como puede verse en la figura11.
Algunos de los contribuyentes más importantes en el contexto de la comida animal, como se mencionó antes, son el maíz, el trigo y la soya. De esta figura podemos observar que la calidad del producto peletizado resulta ser baja o difícil de alcanzar para maíz y soya, y que a su vez estos generan los más altos niveles de desgaste en el dado extrusor, mientras que el trigo se muestra como un contribuyente fácil de Peletizar proporiconando bajo desgaste y muy buena caliad. A su vez, la capacidad de la máquina peletizadora es semejante para preparar estos tres elementos.
Estas cifras son estimaciones de la literatura y la experiencia, debe tenerse en cuenta que las condiciones de almacenamiento y de procesamiento puede alterar las propiedades de la materia prima y cambiar los indicadores mostrados anteriormente.
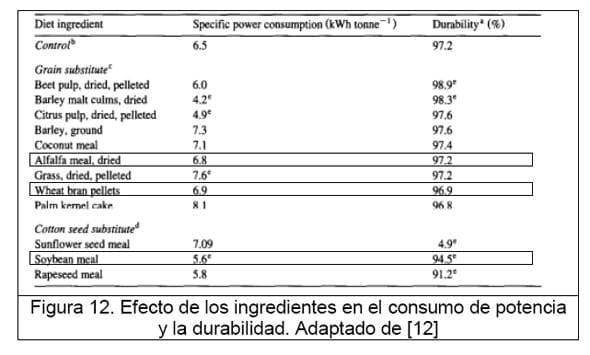
Se estimaron los efectos de inclusión de diferentes ingredientes dietéticos sobre la durabilidad del pellet (%) y el consumo de energía (kWh / Ton) de materia prima peletizada y se pueden observar en la Figura 12.
De nuevo, es posible observar que los elementos usados en la industria avícola como la alfalfa, el trigo y la soya tienen consumos de potencia semejantes y que su calidad de peletizado en términos de durabilidad está en rangos relativamente buenos.
3.3.3 EFECTOS DE LOS CONSTITUYENTES DE LA MATERIA PRIMA
Los ingredientes constituyentes pueden ser clasificados como almidón, proteínas, azúcar, grasas, fibras, materia inorgánica y agua. La estructura de la matriz en la que los diferentes componentes se disponen es muy compleja y esta complejidad podría impedir la expresión de un solo componente sobre la calidad del pellet. Sin embargo los efectos se pueden observar debido a cambios en determinados componentes, por ejemplo, debido a la gelatinización de almidón, desnaturalización de la proteína, solubilización y recristalización consecutiva de azucares y sales, todo lo cual podría afectar la dureza y durabilidad de los alimentos para animales [12]. A continuación se describe el efecto de algunos constituyentes en la calidad del Pélet.
- ALMIDÓN Y AZÚCAR
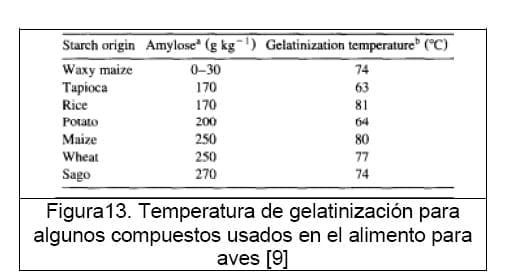
El almidón es usado para varios propósitos, algunos autores [13] indican que el almidón puede funcionar, entre otros como un agente adhesivo o aglutinante. La gelatinización del almidón en presencia de agua y calor es la manera más común en que afecta las propiedades funcionales del producto. El almidón necesita ser calentado primero para destruir su estructura nativa y permitir el reordenamiento de moléculas que se requieren para proveer una buena mezcla e las propiedades del producto. Para este componente en específico, las temperaturas de gelatinización se muestran a continuación en la figura13.
En el caso de alimento para aves, es necesario tener en cuenta temperaturas por encima de los 70ºC para poder lograr gelatinización de este componente, como se muestra en la figura 13, para alimentos como el maíz, el trigo, tapioca, sorgo, entre otros.
- PROTEÍNAS
Las propiedades de las proteínas en los alimentos o los sistemas de alimentos se han clasificado de acuerdo a [14] como: 1. Las propiedades sensoriales y kinestésica (sabor, olor, color, textura), 2. Hidratación, dispersabilidad, solubilidad e hinchazón, 3. Propiedades de la superficie activa (se requiere la emulsión y/o la formación de espuma), 4. Las propiedades reologicas, incluyendo gelificación y texturización, 5. Otras propiedades como la formación de películas y fibras durante la extrusión.
En la fabricación de alimentos, especialmente las fuerzas adhesivas que las proteínas pueden ejercer son de interés. Las proteínas pueden actuar como agente mezclador entre diferentes partículas alimenticias. El proceso envuelve la combinación de efectos de corte, calor, tiempo de residencia y agua. En otras palabras la desnaturalización parcial de la proteína puede influir directamente en la dureza y durabilidad del alimento peletizado.
- FIBRAS
Las fibras pueden ser clasificadas en parte solubles en agua, que pueden causar una alta viscosidad, y una parte insoluble de agua. Esta clasificación puede ser útil para explicar los efectos de las diferentes fuentes de fibra sobre las características del peletizado. Las fibras solubles en agua aumentan la viscosidad que pueden afectar la integridad estructural de los alimentos aglomerados [12]. Los materiales con alta viscosidad incluyen partículas más gruesas, lo que reduce la porosidad en la alimentación. Posteriormente, la integridad estructural de los alimentos aglomerados es mayor, resultando una mayor durabilidad y dureza del pellets.
- GRASAS
La adición de grasas a los componentes de alimento animal es conocida como un efecto desfavorable sobre la dureza y durabilidad del pellet. Como la mayoría de las mezclas de partículas alimenticias incorpora agua, o cuando se envuelven, solubiliza almidones, proteínas y fibras, grasas con naturaleza hidrofóbica puede interferir con las propiedades del agua mezclada con componentes solubles en los alimentos [12]. Este efecto adverso puede ser neutralizado y mejorado mediante la aplicación de procesos de pre compresión explicados más adelante.
- MEZCLADORES DE PELLETS
Cuando la calidad física de pellets no es suficiente para obtener productos saludables, o no satisface las calidad estándar de manufactura, materiales mezclados pueden ser incorporados para incrementar la calidad física de los pellets. Por este propósito diferentes tipos de mezcladores están disponibles. Los mezcladores más conocidos usados para alimento de animales son bentonita (material de arcilla), carboxymetilcelulosa (CMC), y lignosulonatos. Los efectos de los mezcladores dependen de la presencia del agua, el cual es requerido para que el agente mezclador llegue a ser activo. La bentonita es un mezclador usado con el fin de aumentar la calidad física del pelet, su principal objetivo es actuar como alimentador, así mismo disminuye la porosidad del alimento peletizado [12]. También, trabaja como lubricante de los orificios del dado, disminuyendo presión y subsecuentemente los requerimientos de energía del presionado del Pélet. El efecto de la bentonita se muestra en la Figura14.
De aquí puede concluirse que el uso de este aditivo es benéfico tanto para la durabilidad del Pélet como para la reducción de la potencia de la máquina, además tiene efectos benéficos como lubricante, lo cual lo hace altamente seleccionable en la formulación de la materia prima a Peletizar.
3.4 EFECTO DE LAS VARIABLES DE PROCESO3.4.1 ALIMENTACIÓN
Consiste en una etapa en donde el alimento almacenado en una tolva o distribuido por un operario se mezcla y transporta a una velocidad específica, de acuerdo a la necesidad de producción, mediante un diseño de tornillo helicoidal o de paletas que se encarga de arrastrar o empujar el material hasta llevarlo a la cámara de acondicionamiento. Un esquema básico se muestra en la figura15.
3.4.2 ACONDICIONAMIENTO
El acondicionamiento del alimento es un proceso que busca convertir la mezcla molida con el uso factores como calor, agua, presión y tiempo a un estado físico que facilita la compactación del alimento molido [4].
El alimento apropiadamente acondicionado ayudará al manufacturador a alcanzar los estándares de dureza, durabilidad e higiene [13] mientras retiene o mejora el valor nutricional del alimento. En la figura16 se muestra un esquema básico del funcionamiento de la etapa de acondicionamiento.
El acondicionamiento incrementa la capacidad de producción y simultáneamente afecta la calidad física, nutricional e higiénica del alimento producido. La adición de agua y calor alterará componentes como el almidón y las proteínas en el alimento molido, de una forma que las propiedades de aglomeración se ven afectadas. Por otro lado, aplicar mucha agua o calor perjudica la capacidad de producción y la calidad del Pélet y pueden producir taponamientos de la prensa de peletizado [16].
La escogencia de equipos de acondicionamiento depende de muchos factores, entre los cuales está el tipo de alimento a producir, ya que cada formulación trae consigo diferentes tipos de problema como la densidad, la viscosidad e incluso la capacidad de desgaste sobre los componentes de la máquina, también el rango necesario para las variables de procesamiento y de sistemas en la empresa ya que el empleo de vapor exige componentes extra y las cantidades a procesar sobreponen problemas de alto desgaste en los dados de peletizado. Finalmente, el uso de equipos de acondicionamiento que requieren una gran cantidad de espacio puede ser limitado e incluso, algunas máquinas omiten esta etapa a expensas de problemas de higiene en el producto.
Algunos autores [17] tienen en cuenta los siguientes datos para el funcionamiento correcto del acondicionador. Para los parámetros de calidad del Pélet se recomienda que la adición de vapor no deba sobrepasar los 25 m/s y debe ser calentado hasta calentar hasta 80 ºC durante un rango de tiempo de 45-90 seg, con el fin de lograr una cocción del alimento de manera saludable. A continuación se hablará más en detalle de cada etapa del acondicionamiento.
- ADICIÓN DE VAPOR
El acondicionador más ampliamente usado en la manufactura de comida animal que incorpora agua, vapor y otros líquidos es el de tipo barril Figura9. Al interior, palas montadas en un eje rotatorio mezclan el vapor y/o el liquido con el alimento en un proceso de pre compresión para darle las propiedades de mezcla deseadas y prepararlo para la etapa de extrusión.
Las ventajas son la facilidad relativa de uso y su corto tiempo de residencia en un rango de 20s a 255 s [18] dependiendo del rendimiento, de la cantidad de revoluciones por minuto del eje de palas y el grado de llenado.
Los problemas causados por mantenimiento incorrecto o del suministro de vapor resulta en decremento de las características del Pélet [19] y el bloqueo del dado [16]. La aplicación del vapor en la manufactura de la comida animal ha tenido un gran reconocimiento como facilitador de la producción de Pélets de buena calidad.
El efecto global de la adición de vapor es un incremento en el contenido de humedad y el calor del alimento molido. Durante la condensación del vapor, una capa delgada de agua se crea alrededor de las partículas, la cual junto con el incremento de la temperatura, facilita la unión entre partículas.
Durante el acondicionamiento el agua o vapor facilita los enlaces entre las partículas, además el calor genera un amplio rango de cambios físicos y químicos, incluyendo el ablandamiento térmico del alimento [20] la desnaturalización de las proteínas [21] y gelatinización del almidón.
El calentamiento por calor sensible de la mezcla ocurre primero, eleva la temperatura de la mezcla sin adición de humedad. Subsecuentemente, bajo el punto de ebullición del agua, el calor latente incrementa la temperatura de la mezcla mientras adiciona humedad, debido a la condensación del vapor [19].
La calidad del vapor es crítica, y aun pobremente entendida, en la manufactura de comida animal. La presión del vapor usada durante el acondicionamiento varía desde 241Kpa a 345KPa [22]. Esto significa que la presión en la caldera, la cual es aproximadamente entre 517 y 1103KPa, la cual debe ser reducida.
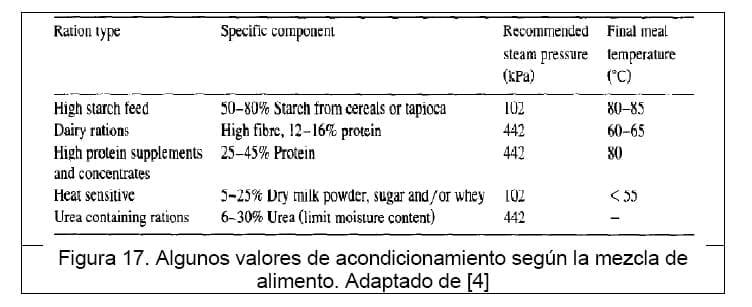
En la literatura hay cinco clases de alimento designados con sus propios requerimientos de acondicionamiento, a) altos en almidón, b) sensibles al calor (dieta que incluye azúcar o leche), c) altos en proteínas naturales, d) altos en fibra, f) altas raciones en urea y o melasas [11,19]
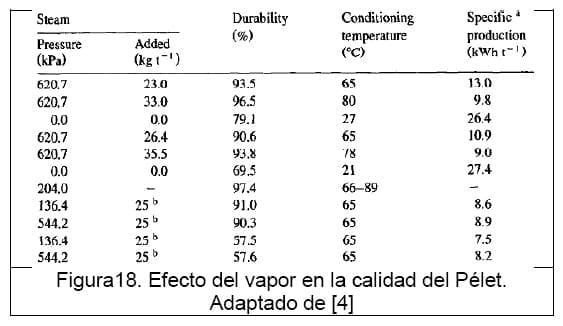
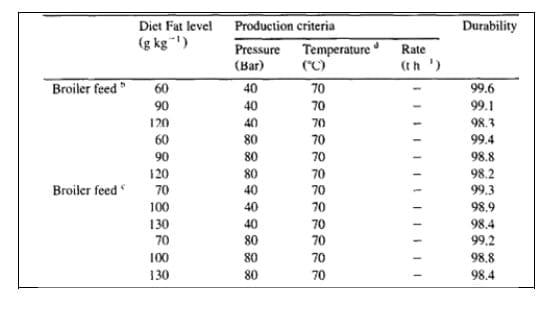
La adición de vapor a la mezcla durante el proceso de acondicionamiento a altas presiones no necesariamente resulta en mejores calidades para valores de presión más altas. A continuación, en la Figura 18 se muestra el efecto de la adición de vapor y la presión en la cámara para algunos casos.
Es posible observar que el vapor a temperaturas más altas entre 70ºC y 90ºC tiene un mayor efecto sobre la calidad que la presión del mismo puesto que una presión tanto de 201kPa como de 620kPa generan una calidad superior al 90%, para el rango de temperaturas mencionado.
Al adicionar la mezcla a peletizar al acondicionador varios procesos suceden dependiendo de la presión y la temperatura de la sustancia. A bajas presiones el vapor y agua facilitan la gelatinización del almidón, el cual es un proceso dependiente del agua. También, a altas presiones con relativas bajas cantidades de agua y mayores temperaturas entre 80 y 140ºC se utilizan para denaturar proteínas de soya [23]. Usando presiones de vapor altas, estas temperaturas pueden ser fácilmente alcanzadas.
- ADICIÓN DE AGUA
El agua se adiciona en términos de los acondicionadores el tipo barril, esta cambia la estructura de los materiales de la formulación a un punto en que el enlazado entre partículas de alimento se vuelve posible.
Los componentes del alimento exhiben diferentes comportamientos cuando el agua está presente. La gelatinización [24], denaturación [21] y el proceso de solubilización se facilitan con la presencia de agua.
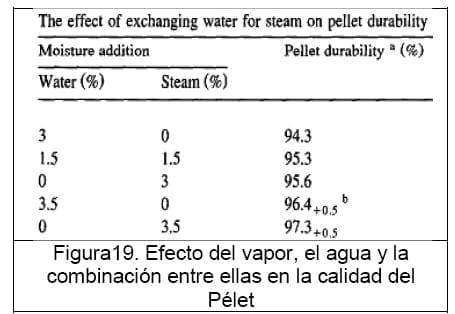
Con objeto de mejorar las propiedades de enlazamiento e incrementar la calidad del Pélet, se agrega calor como prerrequisito necesario. En la Figura19, se muestra el efecto de la adición y mezcla de agua y vapor sobre la durabilidad del Pélet.
Es posible observar que a medida en que se va aumentando el contenido de vapor en la mezcla la calidad del Pélet aumenta, sin embargo, el uso de agua sin vapor genera un producto de calidad aceptable, evitando el uso de productores de vapor como son las calderas, cuyo precio es muy elevado.
El agua influencia las características de compresión de los materiales de la formulación [25]. El agua fue el principal determinante del comportamiento de compactación en alimento de trigo.
El agua afecta la integridad estructural de los pélets de alimento, primero por causa de la absorción por capilaridad de las partículas [26] y segundo por modificación de las características de compresibilidad del alimento [25]. Sin embargo el agua adicionada como vapor es superior al acondicionamiento con agua sola, ya que la adición de calor modifica las propiedades físico químicas de gelatinización de almidón, la desnaturación de proteínas y mejora el enlazamiento entre partículas. Por otra parte, la carga bacteriana encontrada en la formulación del alimento no se neutraliza o minimiza sin la adición de temperatura, y el hecho de peletizar sólo con adición de agua se vuelve riesgoso para la integridad del animal. En la figura20 se muestra el efecto de la temperatura en un Pélet de Alfalfa sobre la durabilidad.
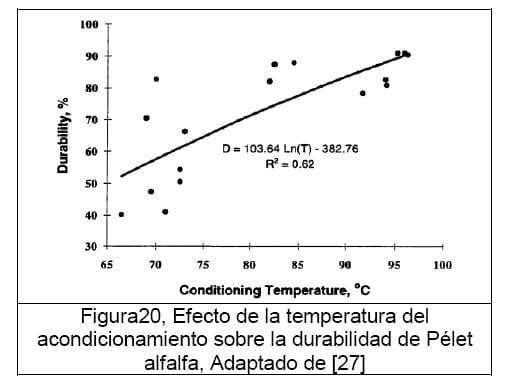
Es posible observar que a medida que se aumenta la temperatura es obvio que la durabilidad del producto aumentará, llegando incluso hasta casi 100ºC, lo cual requiere un dispositivo se encargue de aumentar la temperatura del fluido de trabajo, sea por resistencias, intercambiadores o calderas.
- TIEMPO DE PERMANENCIA EN LA CÁMARA DE ACONDICIONAMIENTO
El tiempo de permanencia de la mezcla en el acondicionamiento depende de la velocidad a la que la mezcla de alimento pase por esta etapa. Este sostenimiento en la cámara de acondicionamiento define en gran medida la calidad del Pélet y su sanidad, dependiendo de si durante este tiempo se agrega o no vapor, calor y agua.
En la literatura técnica, el efecto positivo del sostenimiento, con o sin vapor, apunta a mejorar la calidad del alimento peletizado. Usualmente, los manufacturadores varían este tiempo entre unos pocos segundos hasta varios minutos, dependiendo del tipo de alimento y de las características de calidad que deseen. Luego de unos 30 segundos, el efecto que tiene este tiempo se centra en la esterilización de la carga bacteriana más que en dar calidad al alimento [8,28].
En caso de permanencia sin vapor antes de peletizado, la calidad se reducía. Estos efectos se atribuyeron a la difusión de líquido en las partículas de comida durante el tiempo de sostenimiento en el tanque. La relativa superficie seca de las partículas que aparecen tendrá un efecto negativo en las propiedades físicas. De aquí, se concluye que largos tiempos de madurado seguidos de una inyección de vapor permiten mayores tomas de líquidos y mejora la calidad del Pélet.
Más humedad u otros líquidos (melaza) pueden ser adicionados cuando se incorpora en la línea de proceso un tiempo de sostenimiento mayor (20 min), que es seguido por una inyección de vapor, sin pérdida en la productividad y la calidad del Pélet.
Sin embargo, la manufactura moderna involucra el uso de mayores números de dietas animales que tienen que ser producidas en relativos tiempos cortos. Los equipos que incorporen tiempo de permanencia decrecerán la flexibilidad de la planta. El interés es por lo tanto aumentar equipos con cortos tiempos de permanencia (<2min) con el mismo efecto favorable en el Pélet y calidad nutricional.
Algunos autores [9] para el peletizado de alimento para aves utilizan 75ºC y 60S con un nivel de humedad de 106g/kg y 144g/kg en el acondicionado.
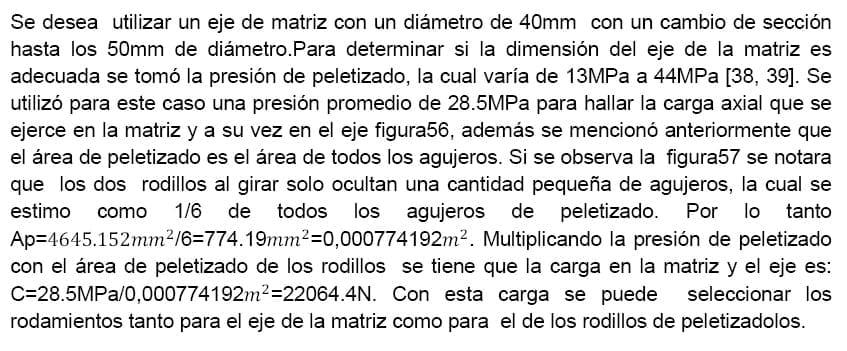
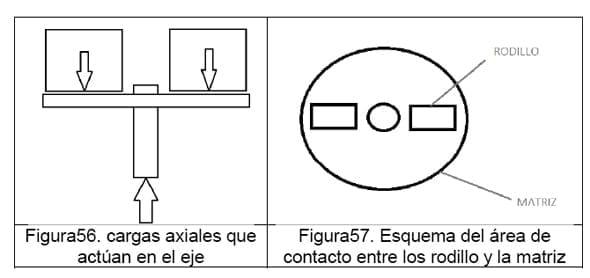
- EVALUACIÓN DE LA PRESIÓN
La presión aplicada en el proceso de peletización, tanto en la etapa de acondicionamiento como en la de peletizado resulta ser beneficioso para la calidad final del Pélet. Mediante esta, se pueden lograr productos más compactos y subsecuentemente con menor porosidad, aumentando así la calidad en términos de durabilidad y dureza. Algunos diseños de maquinas peletizadoras incluyen una o varias etapas de compresión en dados extrusores buscando una mejor consistencia del producto.
En el peletizado simple, los acondicionadores presurizados son usados para evacuar el aire del alimento mediante la pre compactación del mismo, logrando que en la etapa de peletizado se logre un decrecimiento en la energía consumida por presión en el dado extrusor. Además, se disminuye en gran medida la susceptibilidad a la porosidad debida al aumento en enlaces que pueden ser formados en el Pélet y mejorara la dureza del mismo. [29]
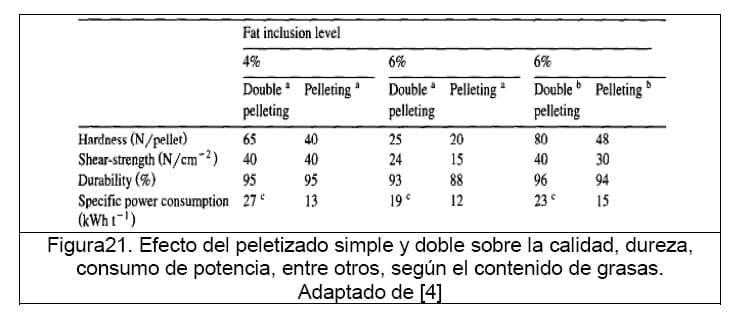
El doble peletizado es mayormente usado para la manufactura de alimento para gato. Este alimento incluye normalmente mayores proporciones de fibra que a menudo exhibe una característica resiliente. Este consiste en dos prensas en serie conectadas, la primera prensa equipada con acondicionador convencional de barril y un dado relativamente delgado para pre comprimir el alimento. El peletizado final es llevado a cavo por la segunda prensa, equipada con un dado más grueso. Los resultados [30] indican que para doble peletizado el decremento en consumo de energía puede ser aproximadamente de 2-8kwht-1. Sin embargo, como se puede ver en la figura 21, el consumo total de energía para ambas (pre densificadora y la prensa) es aproximadamente de 8-13kwht-1 [30], mayor comparado con el peletizado convencional.
Especialmente para niveles más altos de grasa, cuyo efecto se discutió previamente, el peletizado doble incrementa la calidad del Pélet comparado con el convencional. Y aunque la calidad del peletizado aumenta incluso para los contenidos más altos de grasa, es posible que no se justifique la inversión en términos de mayor consumo de potencia.
Recientemente, un nuevo equipo se introduce en la industria de la comida animal, llamado el expansor que consiste en un tornillo con paletas mezcladoras montado en el barril. La diferencia entre el expansor y el extrusor simple de tornillo es el dado móvil instalado en la salida del expansor, creando un dado de forma anular. La densificación de la mezcla y el mezclado se alteran en la estructura donde la unión entre partículas de alimento se mejora.[4]
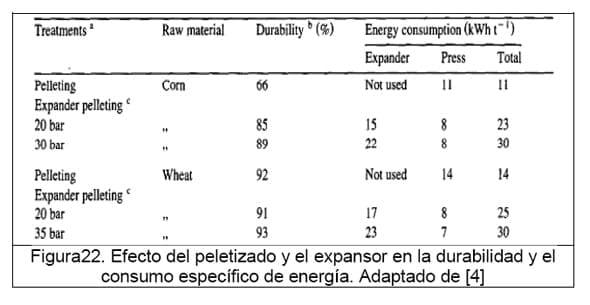
Especialmente en el caso de materias primas que tienen problemas de calidad respecto a durabilidad y dureza, el uso de expansores incrementa la calidad del producto como se puede ver en la figura 23. Para materias primas que tienen una buena habilidad de peletizado como el trigo, el consumo adicional de energía durante la peletización con expansor no se justifica. Se reduce el consumo de energía en la prensa cuando se conecta en serie con el expansor comparada respecto a cuando no se usa, sin embargo, el consumo total de energía fue significativamente incrementado debido al uso del expansor [31].
Aunque la calidad del alimento se aumenta con el uso de pre compresores antes de la etapa de peletización, debe tenerse en cuanta un análisis concienzudo que dicte si es o no pertinente el uso de algún equipo extra en términos de productividad y economía. En la figura23 se muestra el efecto del expansor en las dietas para ave de corral.
Figura 23. Efecto de la presión en el expansor en la durabilidad del Pélet para alimento animal Adaptado de [4]
Es posible observar también que aunque se use una etapa de expansor, la temperatura de procesamiento es semejante a las que no utilizan pre compresión. Finalmente, el uso de presión con expansor en términos del aumento de contenido de grasa son muy notables, llegando incluso a calidad cercana al 99.4%, sin embargo debe tenerse presente la mayor contribución energética necesaria.
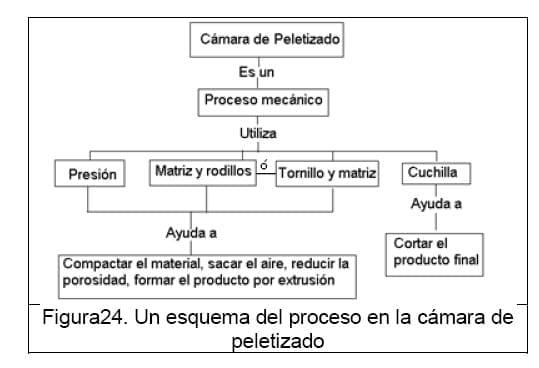
3.4.3 CÁMARA DE PELETIZADO
En esta etapa, el producto pre densificado en las etapas anteriores en mayor o menor medida viene listo para ser extruido. Aquí, se dispone de una serie de rodillos y dados extrusores dispuestos con separaciones especiales y geometrías específicas para producir los efectos deseados en cuanto a compresión para evitar porosidad, aumentar dureza y durabilidad. En la figura24 se muestra un esquema de la etapa de peletizado.
Algunos diseños de peletizadora incluyen dos o tres rodillos, y en la mayoría de los casos el dado rota y los rodillos están fijos. Una minoría es diseñada como prensas de dado fijo en las cuales los rodillos están dispuestos de manera horizontal y rotan alrededor de un eje vertical mientras extruyen el material a través de los agujeros del dado.
El dado se designa como una pieza donde la importancia radica en la relación diámetro/longitud de extrusión que es la que se encargará de dar la forma y compactación al producto antes del corte. Hay que tener en cuenta en el diseño de dados que longitudes muy cortas (espesores bajos) o agujeros pequeños podrían bloquear el proceso de prensado [32].
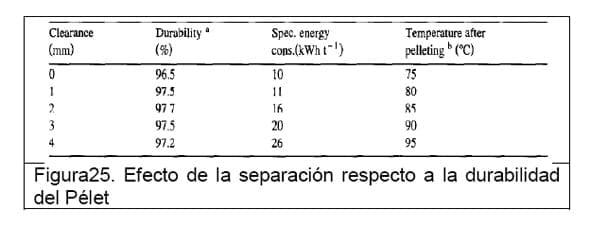
Otro de los factores principales es la separación que existe entre los rodillos y el orificio del dado, ya que esta distancia es la que se encarga principalmente de permitir que se den las mejores condiciones de presión homogénea y de gran magnitud, suficiente para producir un producto de calidad. En la figura 25 se ve el efecto que tiene la distancia en la calidad.
Se puede ver que a mayores distancias de separación, la calidad del Pélet aumenta en cuanto a durabilidad, e incluso se logran mayores temperaturas a la salida, cosa que puede ser benéfica en cuanto a la neutralización bacteriana del alimento, sin embargo, el consumo específico de energía incrementa necesariamente generando mayores costos de producción.
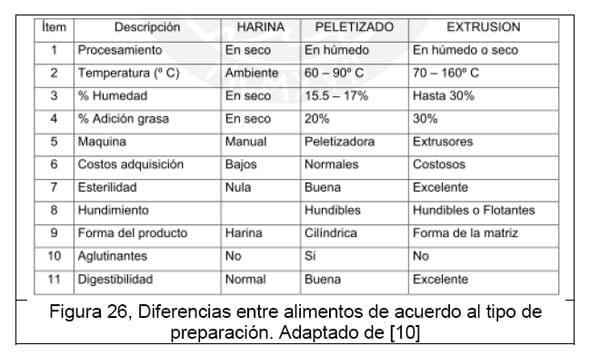
La diferencia más importante entre peletizar o extruir son los costos de inversión y operación, si con el peletizado se garantiza la producción de un alimento de calidad, no sería necesario extruir.
Para producir alimento en forma de Pélet, este trabajo se centrará en la selección de dados y rodillos, más que en la maquinaria de extrusión debido a los mayores costos que se tienen y a la poca disponibilidad de información acerca del tema respecto a la de peletizado por presión.
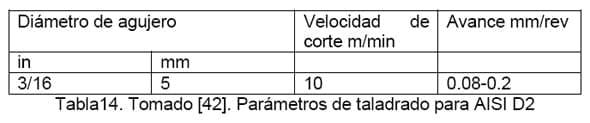
Algunas referencias muestran rodillos de tamaños alrededor de 227mm diámetro y 300mm de largo en la producción de Pélet, una distancia entre canales entre 2mm y 3mm y Motor de 13kW con velocidad de 1035rpm. Además un dado de 3mm de diámetro de agujero y espesor de 42mm con una separación de 0.25mm para la industria avícola [ 9]
Por otro lado, los parámetros de peletizado utilizados para el peletizado de alfalfa [27] se muestran a continuación el la figura 27.
Estos valores van de acuerdo con las figuras mostradas en la etapa de acondicionamiento expuestas previamente, donde los valores de presión y temperatura están dentro del mismo rango.
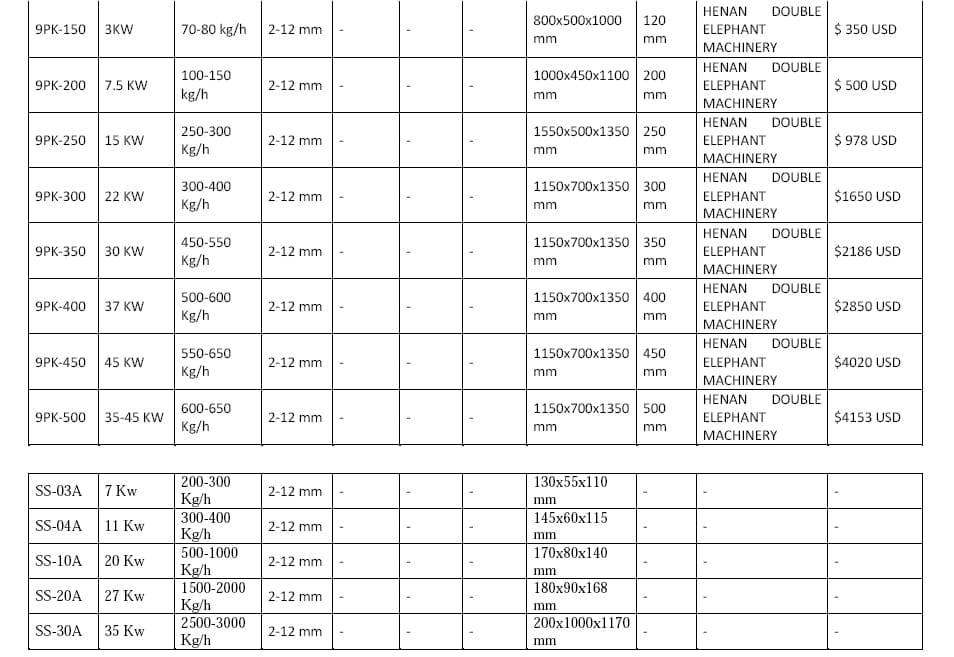
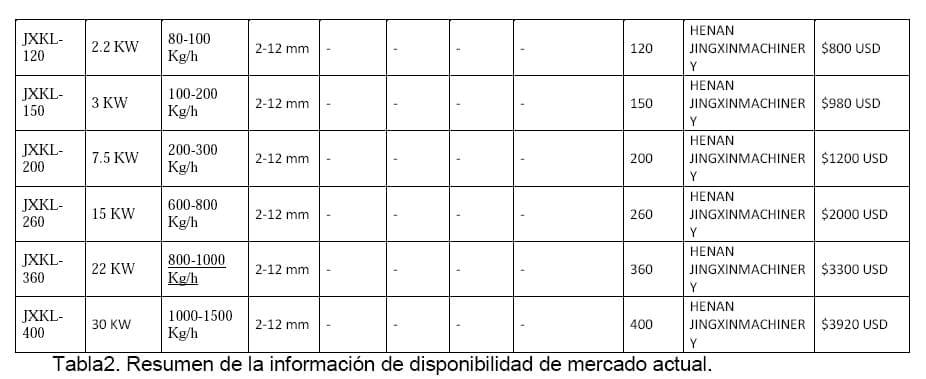
3.5 CONSULTA DE DISPONIBILIDAD DEL MERCADO
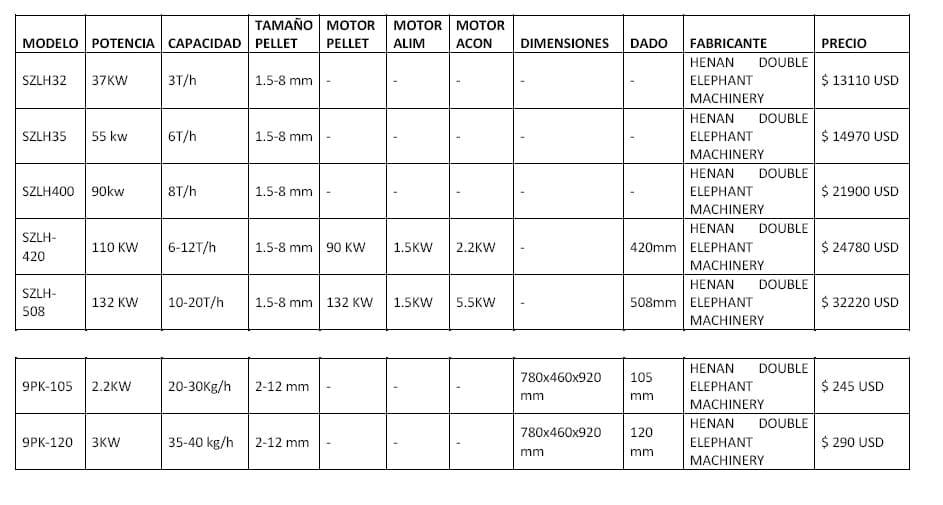
Se contactó una serie de proveedores, por medio de Internet, de maquinaria para peletizado de diferentes capacidades, tamaños, potencias y precios mediante la búsqueda en internet en diferentes países y se recopiló la información proporcionada por cada fabricante. En la tabla2 se muestran los resultados obtenidos.
De esta información es posible observar que el precio de la maquinaria aumenta respecto a su capacidad de producción y a la cantidad de etapas que posea. Es decir, las peletizadoras que producen de 10 a 20 toneladas por hora, y que poseen las tres etapas principales del proceso tienen un precio que supera los 30000 USD, mientras máquinas con capacidad de producción más bajas que van desde los 20 kg por hora, y que carecen de etapas de acondicionamiento o alimentación adecuadas, pueden costar tan solo 245 USD, todos estos precios sin incluir transporte e impuestos desde el lugar de origen hasta este país.
Cabe anotar que las máquinas que tienen una capacidad de producción semejante a la exigida por el cliente (1 tonelada por día) no cuentan con etapas definidas de alimentación o acondicionamiento, proporcionando Pélet sin tratamiento térmico, lo cual puede significar problemas de salubridad para los animales. El costo de este tipo de máquinas está entre los 500 y 1500 USD. De aquí puede intuirse que la máquina con etapa adicional de acondicionamiento y alimentación puede costar por lo menos unos 10000 a 20000 USD extra, debido a la necesidad de incorporar sistemas de alimetnación o acondicionamiento de líquido o vapor a altas temperaturas, lo cual incrementa enormemente el precio Las cotizaciones detalladas se muestran en el anexo1. En Colombia, el costo de una caldera puede estar alrededor de los 50 millones de pesos, haciendo a estos equipos bastante costosos al adicionar una etapa de acondicionamiento.
4. METODOLOGÍA DE DISEÑO
Mediante el uso de técnicas de exploración bibliográfica y análisis de sistemas conocidos se construyó una base teórica para aceptar o rechazar algunos de los criterios, partes, o hipótesis que surgen en el desarrollo de conceptos de diseño.
Como se mostró anteriormente, se realizó una extensa revisión bibliográfica de componentes y factores de peletizado con el fin de dar un estado del arte pertinente para la selección de una solución ideal que atienda los requisitos especificados por el cliente.
4.1 ÁRBOL DE OBJETIVOS
Mediante la construcción de un árbol de objetivos es posible traducir los problemas a solucionar a la hora del diseño, que se basan en el conocimiento inicial de la problemática de diseño. Gracias a este análisis es posible dar un entendimiento más amplio y global del problema para proceder a una etapa de entrevista con el cliente, donde se busca aclarar todas las dudas surgidas a partir de esta etapa.
A continuación se muestra el esquema de árbol planteado antes de la entrevista con el cliente (anexo 2), basado en la descripción global de la función de la máquina, la cual carece de información explícita.
Figura28. Árbol de objetivos esquemático
Luego de esta etapa, se deja en claro cuáles son los tópicos iníciales que necesitan aclaración con el cliente y se decide diseñar una encuesta en donde se incluya toda una serie de inquietudes que servirán de insumo para generar y clarificar una lista de requerimientos que ayude a sentar las bases del diseño de concepto.
4.2 ETAPA DE ACLARACIÓN DE LAS ESPECIFICACIONES
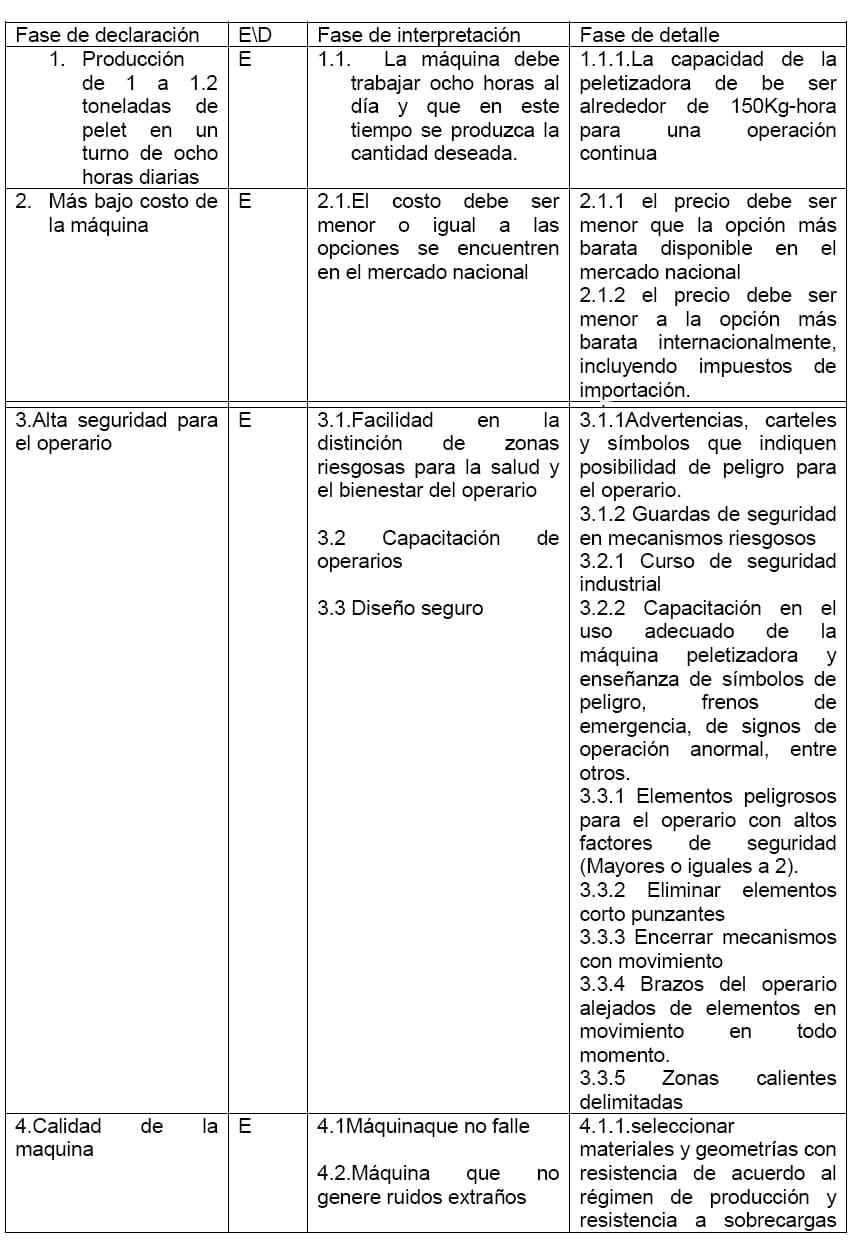
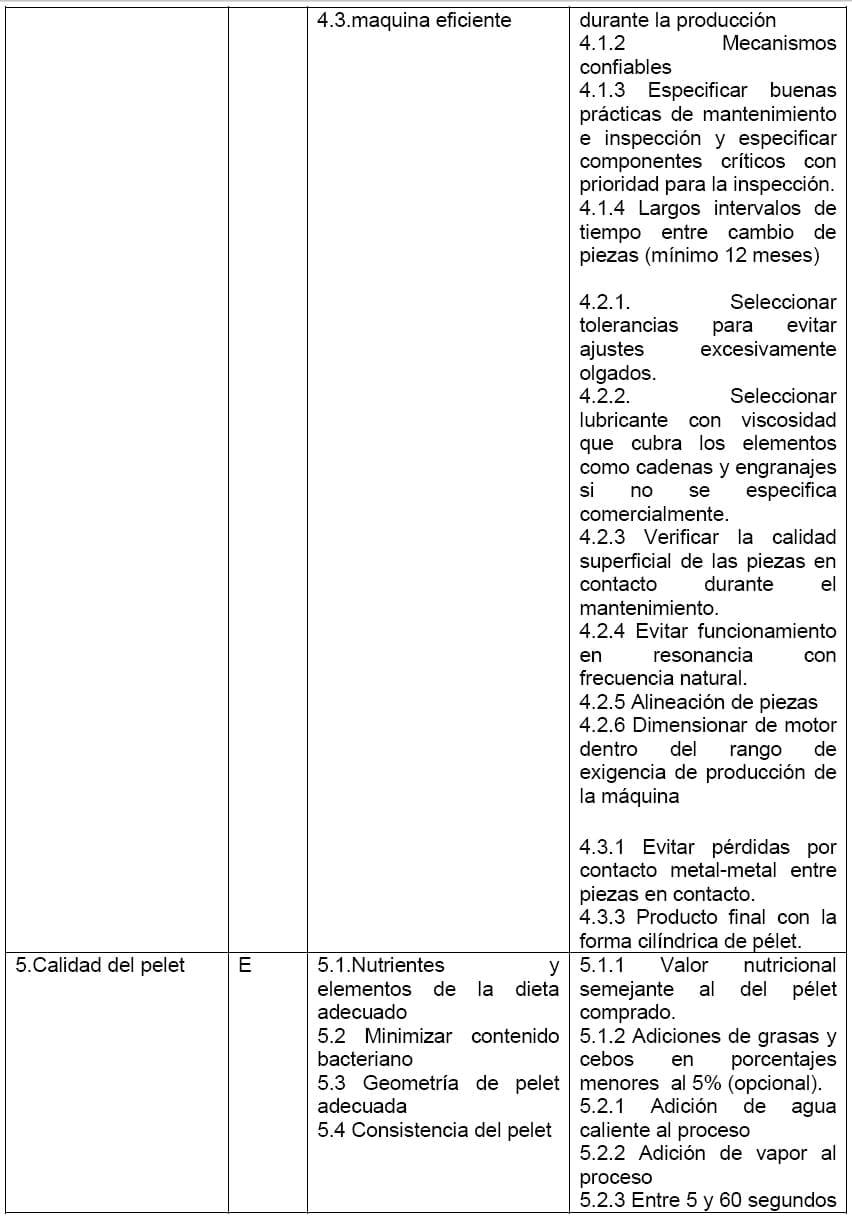
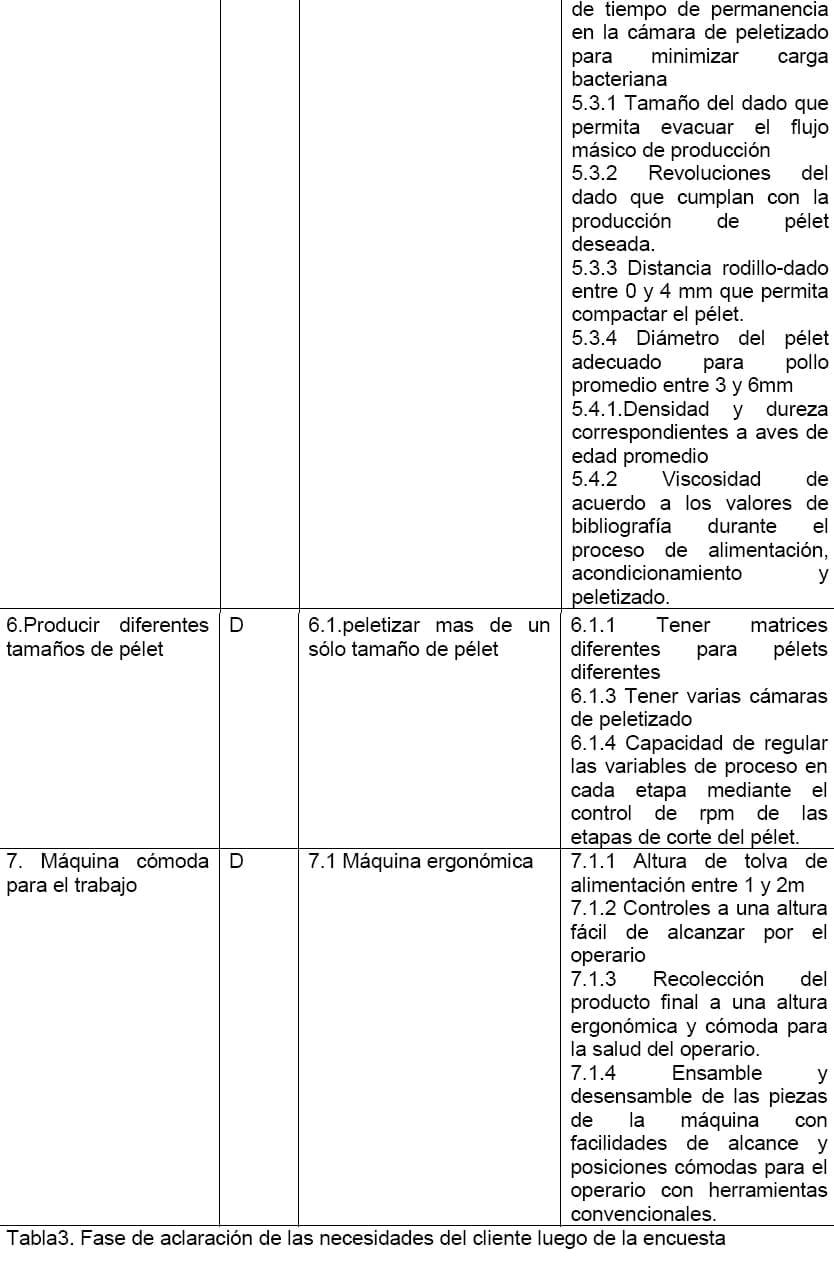
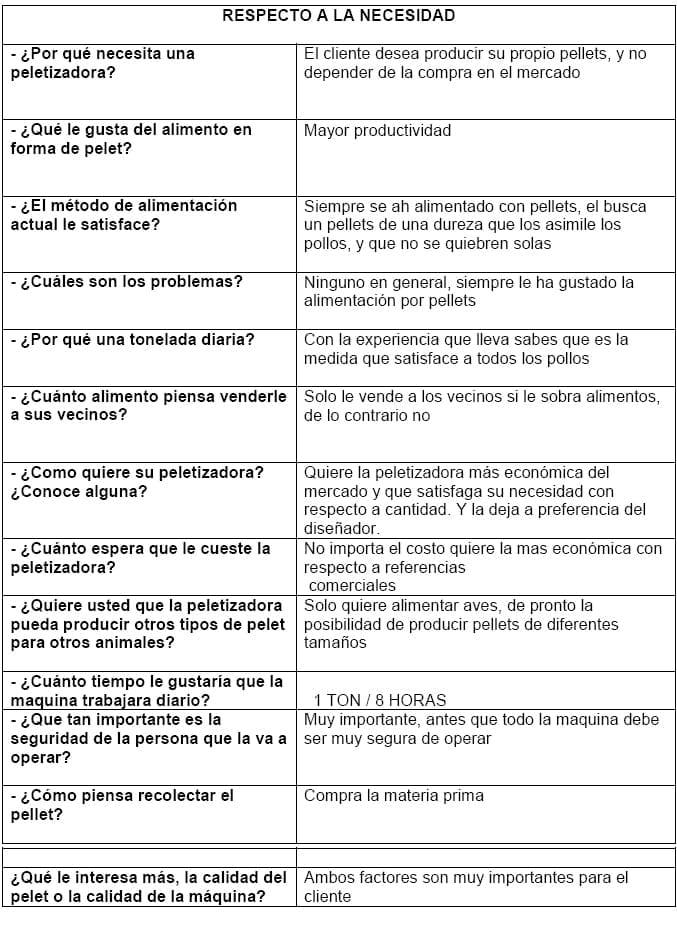
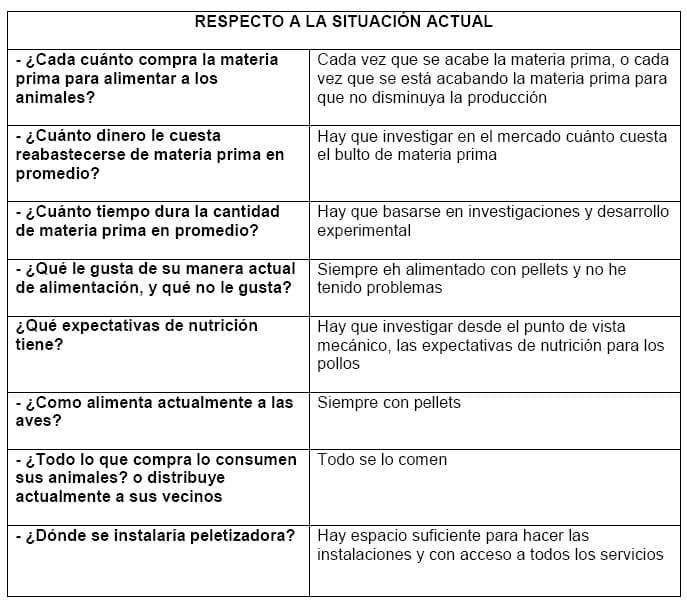
Luego de consultar con el cliente y hacerle una serie de preguntas aclaratorias en forma de encuesta mostradas en el anexo2, en busca de dar unos lineamientos que comprendan las necesidades más urgentes, los deseos y expectativas que tiene respecto al producto de diseño final, se realizó una traducción o aclaración de las necesidades del cliente para traducirlas a un lenguaje apropiado para el entendimiento del diseñador. Este análisis se hizo mediante el método llamado fase de aclaración de la voluntad del cliente y se muestra a continuación. Cabe destacar que esta tabla es general y no busca llegar a una fase de detalle, sino propiciar un ambiente propicio para el entendimiento de la necesidad y un apoyo para la construcción de la lista de requisitos.
4.3 ANÁLISIS FUNCIONAL
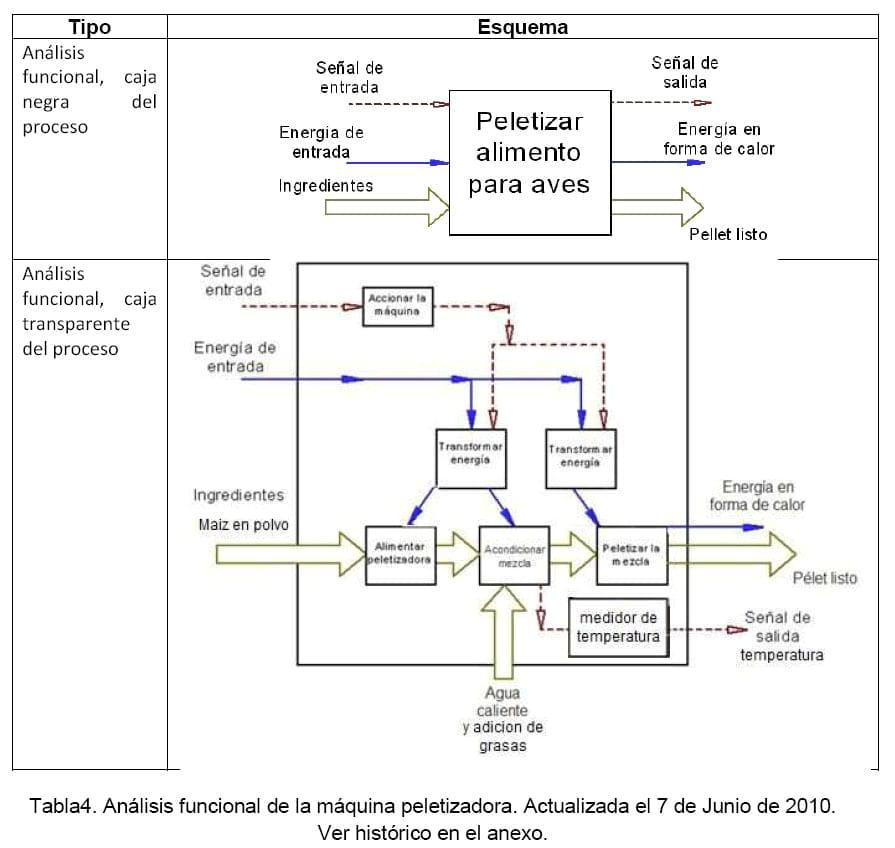
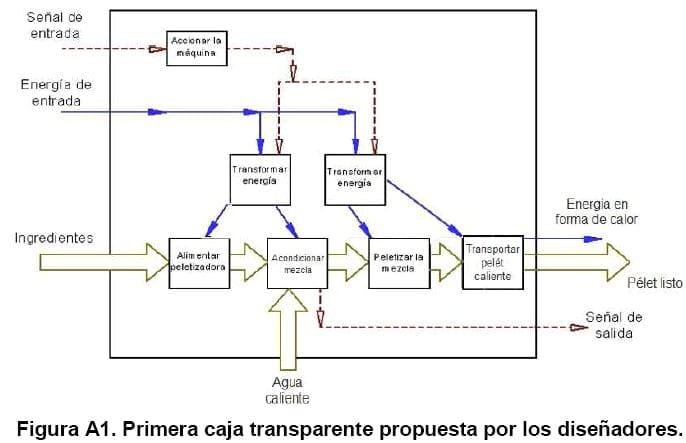
Luego de consultar el estado del arte de la máquina, de explorar los conceptos del diseño de sus componentes principales y de aclarar las partes esenciales que constituyen el funcionamiento adecuado del proceso de peletizado, se planetó un diagrama de análisis funcional de caja negra y transparete.
Un esquema parcial del funcionamiento se describe a continuación, donde las líneas moradas se refieren a las señales, las azules a la energía y las verdes a la materia.
En este análisis se tuvo en cuenta los tres sistemas principales que conforman el proceso de peletizado que son alimentar, acondicionar y Peletizar, además, se considera una entrada de masa como ingredientes y una salida como Pélet listo en forma de cilindro, pero no se considera la etapa de enfriamiento. Los requerimientos de energía van ligados a sistemas que transformen la energía para dar movimiento a las diferentes etapas de producción y una señal que controle el inicio y el final de la operación de la máquina a la entrada y otra a la salida para tener algún tipo de control sobre la cantidad de Pélet producido respecto a la meta diaria establecida por el cliente.
4.4 LISTA DE ESPECIFICACIONES
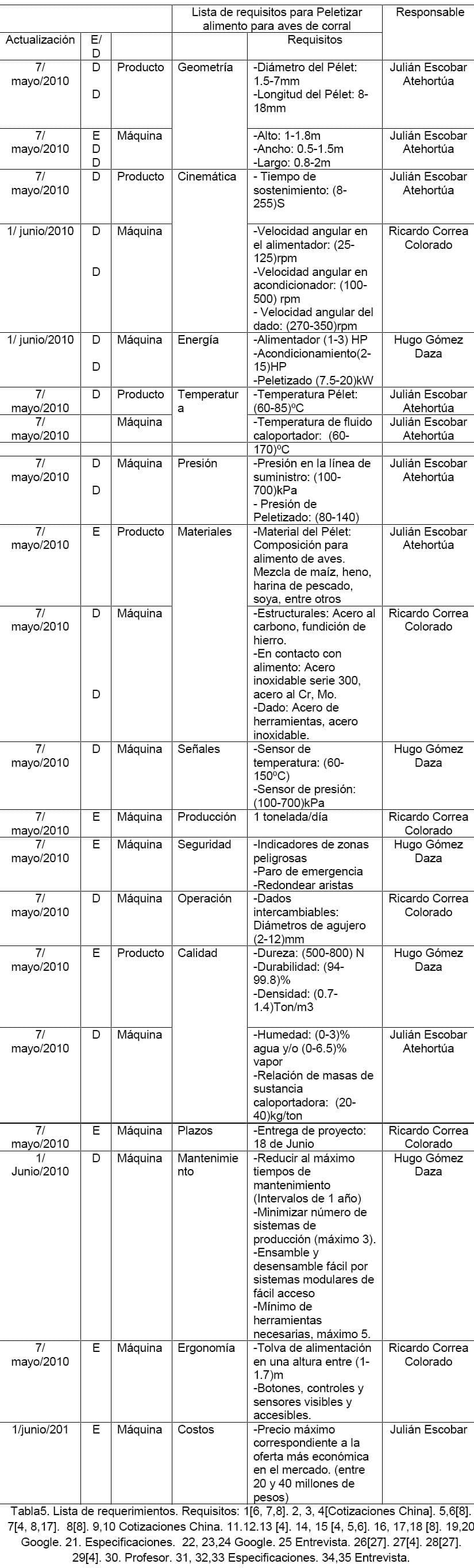
Mediante la aclaración de las necesidades del cliente en el lenguaje de ingeniería es posible plantear con más claridad una lista de requisitos para la máquina peletizadora, esta vez agregando a los conceptos del cliente la base teórica del estado del arte para encontrar rangos de operación para cada necesidad o exigencia. A continuación se muestra el desarrollo de la lista de requisitos.
Ahora con las especificaciones claras y con los rangos definidos para cada una es posible analizar más a fondo en busca de una o varias soluciones que satisfagan el problema general. Muchas de las especificaciones, que son problemas secundarios, tienen soluciones parciales dentro de rangos por lo tanto mediante estas soluciones secundarias se pretende alcanzar una o varias generales haciendo uso del diagrama de funciones que contiene una gama de funciones y soluciones parciales, las cuales se evaluarán a continuación:
4.5 PRIMERAS ALTERNATIVAS DE DISEÑO4.5.1 CRITERIOS DE SELECCIÓN
A continuación se describen y analizan las funciones principales tomadas en cuenta para la generación de soluciones de diseño que satisfagan las necesidades del cliente.
Además, se especifican los componentes que serán tenidos en cuenta en la generación de hipótesis para cada función:
1. ENERGÍA
A. Energía eléctrica: este tipo de energía es de alta calidad debido a que no se presentan pérdidas considerables en su magnitud al usarla, además está disponible en el lugar donde se instalará la peletizadora.
B. Energía química: este tipo de energía no presenta una alta calidad debido a la gran cantidad que se pierde en forma de calor. Utilizar este tipo de energía implicaría la compra, consumo y disponibilidad de combustibles fósiles y por lo tanto la contaminación del ambiente y un factor extra de riesgo al operador. Por estas razones se descarta la posibilidad de utilizar este tipo de energía
2. TRANSFORMACIÓN DE ENERGÍA
A. Motor eléctrico: los motores eléctricos son muy eficientes y casi toda la energía que recibe la transforma en engría eléctrica, presenta la propiedad de mantener un troqué constante en la mayoría de sus velocidades angulares. Generalmente, para las mismas potencias el motor eléctrico es más económico que el motor a combustión interna y su operación es más segura. No emite gases que deban ser evacuados.
B. Motor de combustión interna: los motores de combustión interna son muy ineficientes y desperdician una gran cantidad de energía en forma de calor, requieren de combustibles fósiles como la gasolina y el aceite diesel. Su operación es más ruidosa y genera un factor de riesgo adicional. Generalmente se calientan más que un motor eléctrico y es necesario implementar un sistema de evacuación de gases de combustión. Por estas razones no se tuvo en cuenta en la generación de la solución.
3. y 6. TRANSMISIÓN DE ENERGÍA MECÁNICA.
A. Transmisión por engranajes: la transmisión por engranajes tiene la capacidad de transmitir grandes torques y altas potencias, pero algunos son muy ruidosos y pueden llegar a ser costosos. Generalmente este tipo de transmisión está disponible en forma de cajas reductoras que constan de una o varias reducciones de velocidad compuesta de engranes rectos, helicoidales o engranajes cónicos. Algunas de las desventajas de este tipo de transmisión son las limitaciones entre la distancia entre ejes debido a que si se desea aumentar la distancia entre ejes es necesario implementar engranajes intermedios o incrementar los diámetros de los mismos. Son una solución muy usada en el mercado para etapas de reducción o amplificación. Requieren lubricación cuidadosa para evitar las fallas tribológicas.
B. Transmisión por cadena y sprocket: este sistema es similar al de poleas y bandas en cuanto a que las distancias entre ejes pueden ser grandes y más versátiles. Además, la transmisión de cadena presenta una mayor capacidad de transmitir torque y una mayor eficiencia, pero este sistema es ruidoso, y su lubricación es algo engorrosa debido a que la cadena se encuentra a la intemperie y se debe lubricar periódicamente. La cadena y el sprocket es menos costoso que una caja de reducción por engranajes y pueden ser más costosos que las poleas y banda. Con el fin de tener un diseño que apunte hacia un mantenimiento simple, no tendremos en cuenta esta opción en la generación de alternativas.
C. Transmisión por tornillo sin fin corona: este es muy utilizado en lugares donde se debe reducir mucho la velocidad angular con altas relaciones de transmisión y/o grandes torques. Funciona generalmente acoplado en ejes perpendiculares, está compuesto por un tornillo sinfín que al rotar hace que un engranaje especial llamado corona gire. En el proceso de peletización que requiere el cliente no es necesario este sistema, por sus características sobredimensionadas de transmisión de potencia.
D. Transmisión por poleas y bandas: la transmisión por poleas y bandas transmite torques menores que la transmisión por engranajes, pero es menos ruidosa, además las distancias entre ejes pueden ser mucho mayores y los costos de las poleas y las bandas son menores, además el sistema es más limpio y apto para alimentos ya que no requiere lubricar como lo son engranajes y cualquier otro mecanismo de contacto metalmetal.
E. Articulaciones Universales: Se utiliza cuando se necesita transmitir movimiento y potencia en dos o más ejes acoplados con desalineaciones axiales cercanas a 180º. Una desventaja de este sistema es que la transmisión no es totalmente uniforme. Además, su diseño, selección y uso son más complicados y su aplicación se centra en otros tipos más complejos de transmisión de potencia. Las articulaciones universales no se tendrán en cuenta en la generación de alternativas de solución.
F. Combinación de transmisión por engranajes y poleas y bandas: Esta opción surge de la necesidad de darle movimiento y torque a múltiples equipos con un mismo motor, reduciendo así el número de motores a utilizar. La combinación de estos elementos aumenta la versatilidad del diseño, debido a que no en todos los casos es pertinente el uso de uno sólo de estos componentes. Así, se garantiza la combinación más adecuada de sistemas de transmisión de potencia para cada caso en específico, como en el caso de reducir potencia o velocidad en longitudes cortas (reductores por engranajes) o para acoplar el movimiento a etapas que lo necesiten y estén más alejadas del motor principal (poleas y bandas).
4. ALIMENTAR
A. Tolva: es un sistema sencillo de alimentación que suministra grandes cantidades de material, desempeñando una función semejante a la de un embudo. Una desventaja de este recipiente que no puede controlar el flujo de material que suministra al acondicionador en forma continua y constante, ya que depende de la capacidad de carga de la misma, llevando así a la necesidad de conectar otros equipos para que pueda cumplir su función eficientemente. Aunque esta opción no requiere de un motor para su funcionamiento, debido a su intermitencia y a su poca precisión, esta opción no se tuvo en cuenta en la generación de alternativas.
B. Banda transportadora: este mecanismo puede ofrecer un transporte continuo y constante de material, sin embargo, en este caso donde la maquina tiene una etapa de acondicionado, la cual requiere que sus entradas estén selladas para que tengan perdidas mínimas de presión y calor al interior de la cámara de acondicionamiento donde se suministra agua caliente, la banda no podría proporcionar el sello que esta cámara necesita para un acondicionamiento eficiente. Requiere de un motor para su funcionamiento. Por lo tanto se descarta la banda transportadora como una opción para alimentar.
C. Tornillo sin fin: es un mecanismo que proporciona materia prima continuamente ya sea a velocidad constante o variable y debido a su diseño proporciona una especie de sello mecánico impidiendo que el vapor de agua o el calor se escapen del interior de la máquina. Su capacidad de regular y controlar el flujo de alimento hacia la cámara de acondicionamiento lo hacen una opción muy fuerte para el diseño. Sin embargo, requiere el uso de un motor para su movimiento
D. Banda vibratoria: al igual que el comportamiento de la banda transportadora, esta ofrece un flujo de transporte continuo y constante, pero tampoco proporciona el sello que necesitamos para la cámara de acondicionado de la materia prima. Además requiere de una serie de mecanismos extra para garantizar su vibración, por lo tanto no se tuvo en cuenta en la selección de alternativas para alimentar.
E. Elevador de cangilones: proporciona un flujo no continuo de materia prima, se usa generalmente para elevar la materia prima en zonas con altas inclinaciones. Al igual que otros sistemas no presenta la posibilidad de sellar la cámara de acondicionador, necesita de un motor potente y de mantenimiento y lubricación extra, por esta razón no se tuvo en cuenta en la selección de alternativas.
F. Tubos: tienen una funcionalidad semejante a la de pequeñas tolvas suministrando flujos continuos y constantes, pero limitados a la cantidad que puedan almacenar. Tiene la posibilidad de sellar la cámara de acondicionamiento, su problema radica en que no se puede controlar el flujo de materia prima y en caso de atascamiento sería necesario parar la producción. Por esto no se tuvo en cuenta en la selección de alternativas.
5. TIPOS DE ACONDICIONADORES
A. Agua a temperatura ambiente: suministra una humedad necesaria para un proceso de prensado o peletizado, pero no suministra el calor necesario para acondicionar la materia prima en busca de mayor calidad y esterilidad bacteriana para lograr una buena dieta. No necesita de elementos costosos pues puede ser adicionada desde la red del lugar. No se tuvo en cuenta en la selección de alternativas.
B. Agua caliente: suministra humedad y calor suficiente para el proceso de acondicionado, mejorando el acondicionamiento de la materia prima y su calidad. El sistema es económico ya que no presenta altas temperaturas y presiones. Las temperaturas pueden garantizarse por medio de juegos de resistencias o calentadores de agua. Se requiere de alguna etapa de transferencia de calor pero los componentes son de fácil adquisición.
C. Caldera de vapor: suministra humedad y calor necesario para el proceso de peletizado y garantiza las mejores propiedades del producto al final del proceso, sin embargo, debido a que funciona con altas temperaturas y presiones necesita de un sistema productor de vapor de agua, generalmente calderas o calderines, cuya operación no es fácil. Aunque se obtengan buenos resultados en la dieta del Pélet, el gasto inicial es excesivo y su uso demanda riesgos laborales para el operador y el lugar de trabajo.
7. PELETIZAR
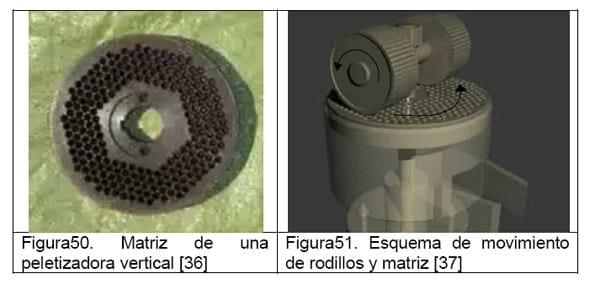
a. Peletizado horizontal: generalmente se usa para peletizar grandes cantidades de alimento a nivel industrial, donde se requiere una producción diaria mucho mayor a las especificadas por el cliente, por lo tanto no se tendrá en cuenta en la generación de alternativas. Requiere de un motor para dar movimiento al sistema.
b. Peletizado vertical: usualmente se usa para procesar pequeñas cantidades de alimento. Aunque normalmente en el mercado este tipo de peletizado no implementa alimentador y/o acondicionador, esto no impide adaptar estos sistemas para obtener una mayor calidad de producto. Requiere de un motor para dar movimiento al sistema.
c. Peletizado por tornillo sinfín: este sistema es muy usado para tamaños de pelet muy pequeños, y en la industria alimenticia de peses y camarones se utiliza debido a la capacidad de controlar la capacidad de flotabilidad del pelet en el agua. Su instalación y mantenimiento son más complicadas que para los sistemas de peletizado por presión. Requiere calidad de proceso mucho más rigurosa. No se tendrá en cuenta en la selección de alternativas.
8. TRANSPORTAR PELET LISTO
Para el transporte del Pélet listo, debido a que al abandonar la etapa de peletizado aun conserva temperatura y humedad, no es recomendable permitir la aglomeración del producto con objeto de evitar que se peguen entre si, por lo tanto es mejor para la integridad del Pélet evitar sistemas de acumulación de masa hasta que se enfríen adecuadamente. Sin embargo, como el cliente no especifica que sea necesaria la etapa de enfriamiento y se ha dejado abierta la posibilidad de contar con otros equipos en el lugar de ensamble de la máquina se omitirán los sistemas complejos como la banda transportadora, C) tornillo sinfín, E) elevador por canjilones y F) tubos debido a la problemática descrita.
Las opciones más apropiadas respecto a esta problemática serán la a) y b). Sin embargo, las opciones que necesitan de un motor que garantice el movimiento del sistema se descartarán por costos que no se contemplan dentro de las exigencias.
9. SISTEMA DE CONTROL
A. Lógica cableada: este sistema de control de la maquina presenta un sencillo y seguro manejo de operación de la peletizadora para un operario poco calificado ya que sólo cuenta con botones ON/OFF y algunos otros fáciles de manejar. Esta opción no es tan versátil a la hora de programar el sistema ya que sólo se encarga de las funciones básicas. Es fácil de adquirir y de diseñar, y no requiere una gran inversión inicial ni capacitación del operador.
B. Sistema PLC: este es un moderno sistema de control y automatización que es utilizado en máquinas donde que requieren programar diferentes rampas de procesos. Ya que la maquina no consta de muchas funciones diferentes de producción no es necesario que la peletizadora se controle con PLC, además su costo y capacitación en la manipulación son elevados respecto a la lógica cableada y por ende no se tendrá en cuenta en la generación de alternativas.
10. SENSOR DE TEMPERATURA
A. Termocupla: Es un sensor utilizado para mediciones de temperatura con altos tiempos de reacción y mayor precisión, por lo tanto su precio es usualmente elevado y es necesario hacer contacto con las piezas a sensar para obtener un dato de temperatura confiable. No es necesario contar con una aplicación tan precisa
B. Termómetro: Es un instrumento de medición de temperatura con una velocidad de respuesta muy baja y con rangos de temperatura no adecuados para la aplicación deseada. Además son extremadamente delicados para el uso industrial y deben hacer contacto constante con la pieza a medir para garantizar una medida confiable. Se descartan debido a su poca confiabilidad y a los cuidados que se debe tener para no romperlos.
C. Pirómetro: Se puede utilizar para medir rápidamente diferentes puntos de la máquina con una buena resolución sin tener que hacer contacto directo con los componentes, disminuyendo el riesgo para el operador del instrumento. Es un instrumento versátil y puede ser utilizado en cualquier parte de la máquina como incluso los rodamientos que no son accesibles al contacto directo.
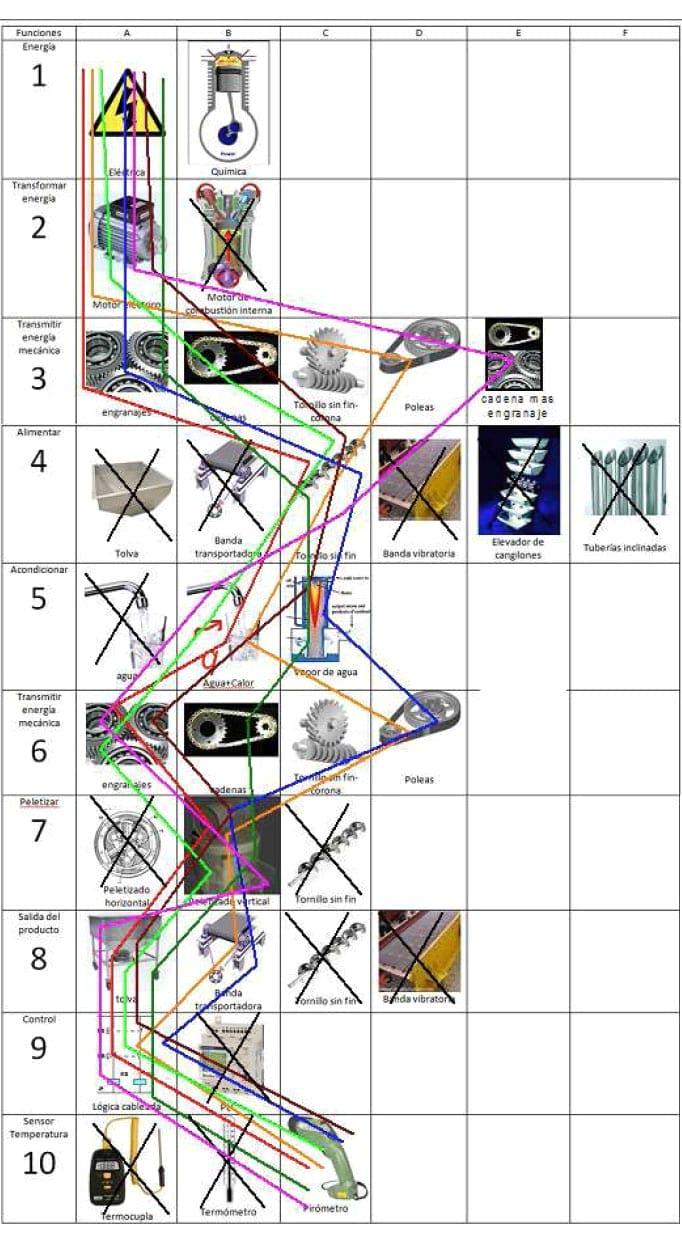
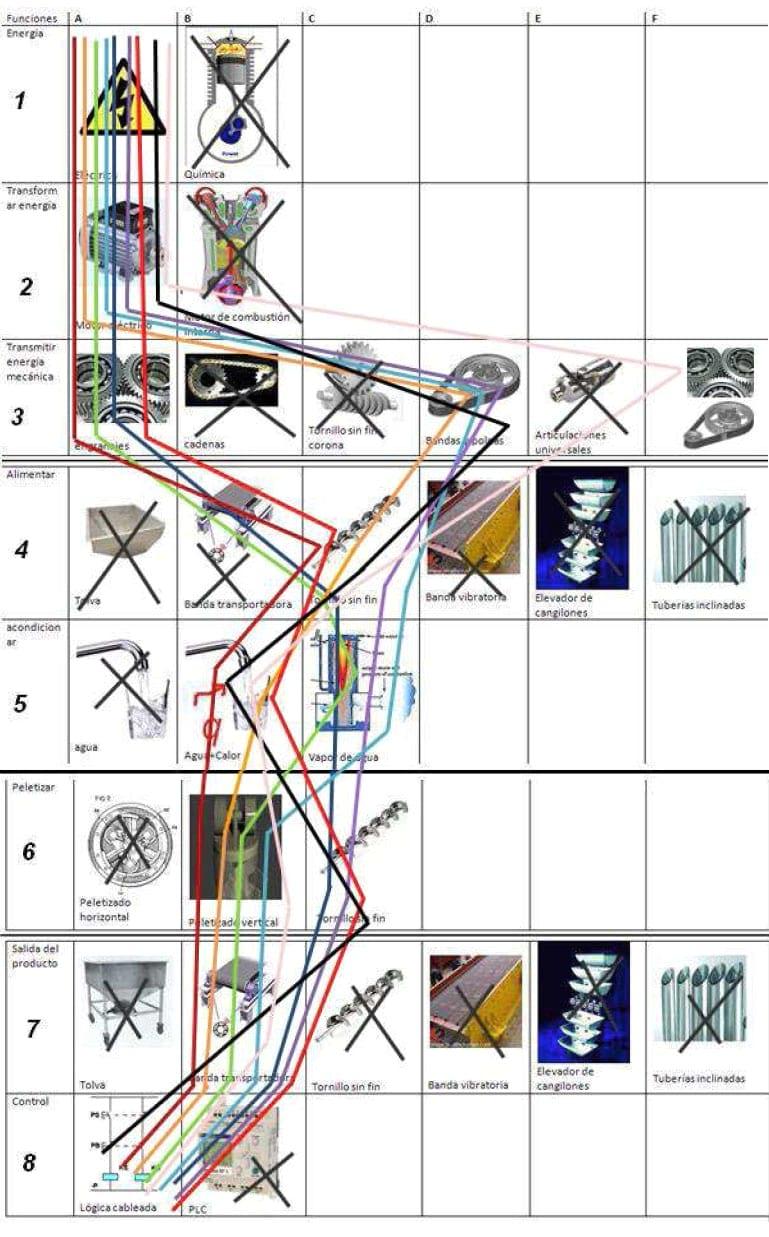
Luego de este análisis de funciones y alternativas de solución se plantean varias soluciones hipotéticas que busquen resolver el problema global y los requerimientos específicos del cliente analizados anteriormente. Para esto se construye un diagrama morfológico que incluya todas las funciones y alternativas analizadas en el numeral anterior.
Figura30. Gráfico de análisis funcional para las funciones y alternativas planteadas. (Modificado el 7 de Junio de 2010, versión anterior en anexo4)
De este análisis descartamos algunas de las soluciones parciales, anteriormente analizadas y sacamos algunas soluciones posibles representadas por las líneas continuas de color, en orden de izquierda a derecha son :
1. Rojo oscuro, 2. Naranja 3. Verde 4. Azul claro 5. Azul oscuro 6. Morado 7. Rojo claro 8. Negro 9. Rosa
Estas soluciones parciales serán analizadas en una matriz de selección, con base en los requerimientos, especificaciones, deseos y exigencias particulares del cliente.
4.6 MATRIZ DE SELECCIÓN DE SOLUCIÓN
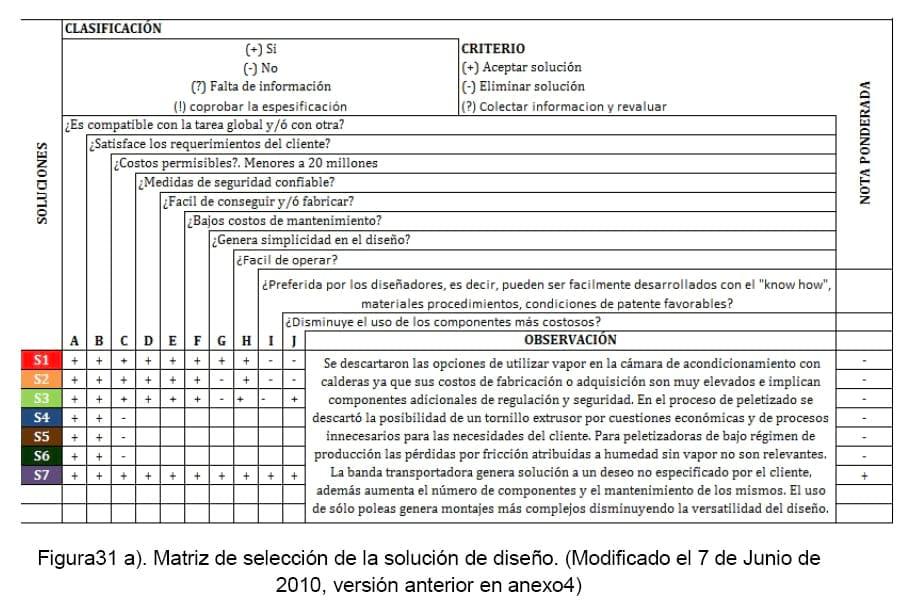
Para realizar la selección de una de las soluciones planteadas en el diagrama morfológico se diseñó un formato teniendo en cuenta los criterios de la lista de requerimientos, basados en la necesidad del cliente y se plantearon los siguientes criterios:
- Compatibilidad con la tarea global y/o con otra - Satisfacción de los requerimientos del cliente - Costos permisibles, menores que $20000000 - Medidas de seguridad confiables - Facilidad de fabricación o adquisición - Bajos costos de mantenimiento - Simplicidad del diseño - Facilidad de operación - Preferencias de los diseñadores, ‘know how’, e información bibliográfica favorable - Disminución de elementos costosos
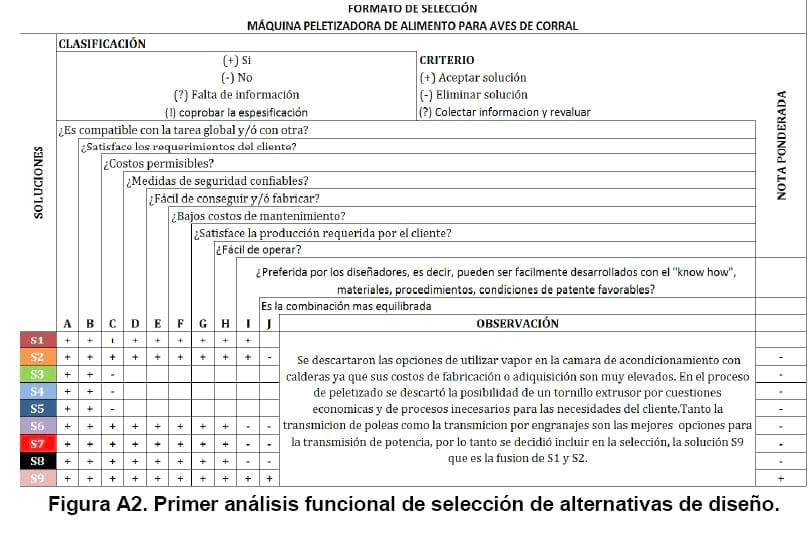
Las soluciones descritas anteriormente se ingresaron en la matriz, y se clasificaron mediante símbolos de aprobación, rechazo, falta de información y necesidad de comprobación con el cliente. La matriz se muestra a continuación:
De aquí puede seleccionarse la opción S7 descrita anteriormente, aunque las soluciones S1 y S3 se acercan a ser factibles ya que los criterios de rechazo no son los más fuertes. Por lo tanto se analiza un segundo método que consiste en calcular el peso de cada función del árbol de objetivos y ponderar su importancia a la hora de aplicarse a cada una de las soluciones planteadas.
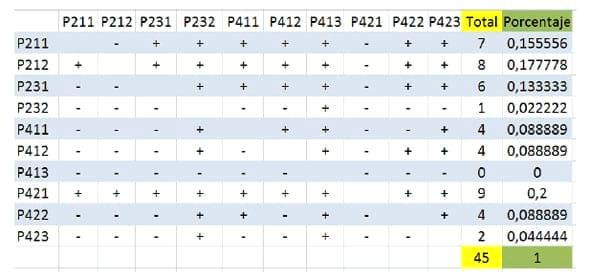
Se analizarán sólo las soluciones S1, S3 y S7 ya que son las más factibles. En la figura 31 b) se muestra el cálculo del peso en la matriz de ponderación para cada objetivo y sus nombres van de acuerdo a lo expuesto en la figura 29.
Figura 31 b). Cálculo del peso de los objetivos del árbol de objetivos de la figura 29.
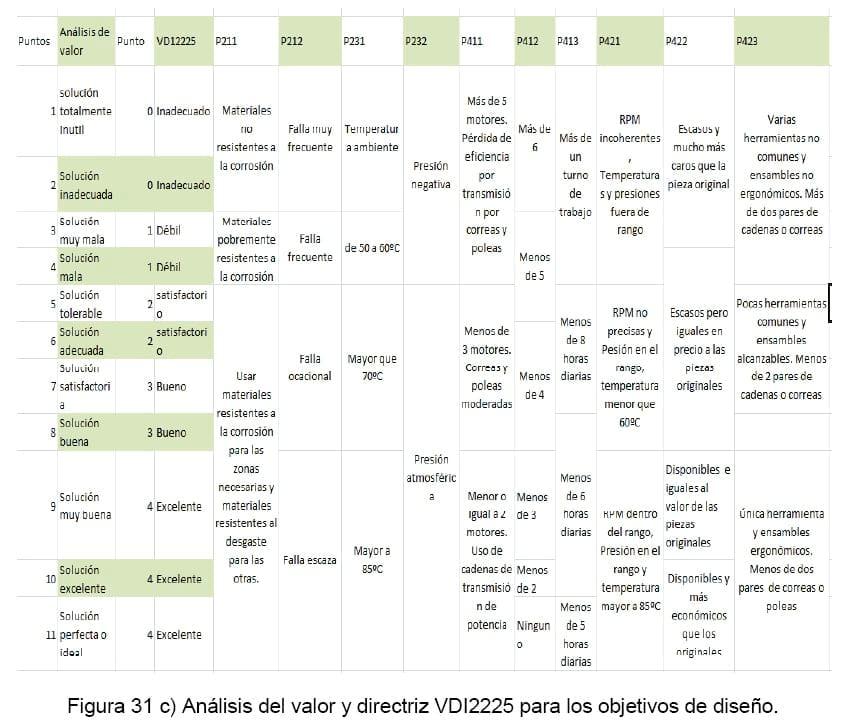
Luego de esto, se analizan de nuevo los objetivos del diseño en una matriz donde se exponen soluciones y a estas se les asigna un número que será un indicador del rendimiento basado en el análisis de valor y las directrices VDI2225 para cada solución, y posteriormente será multiplicado por el peso encontrado en la figura 31 b). En la figura 31 c) se muestra el análisis de valores definidos por el conocimiento del equipo de diseño mediante consenso grupal.
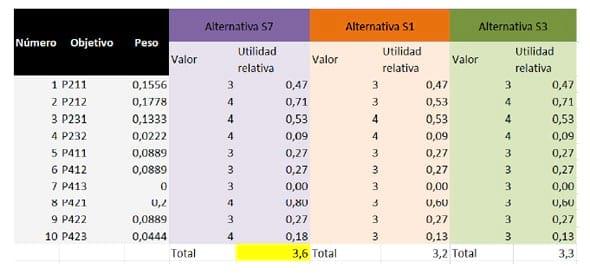
Finalmente, para las tres soluciones de diseño más factibles se hace un análisis completo en busca de cuál de ellas genera el valor más alto y así determinar la opción más apropiada. En la figura 31 d) se observa que la alternativa S7 tiene el valor más alto, y por lo tanto será tomada como la solución de alternativa de diseño para la máquina peletizadora.
Figura 31 d) Matriz de selección por peso y valor de las soluciones más factibles.
Finalmente, la solución 7 cumplió con todos los criterios de selección diseñados y resulta ser la solución más adecuada al problema. Cabe anotar que esta solución surgió de la necesidad de combinar diferentes tipos de transmisión de potencia para dar una mayor versatilidad al diseño.
4.7 DESCRIPCIÓN DE LA ALTERNATIVA SELECCIONADA
A continuación se describe la solución conceptual seleccionada:
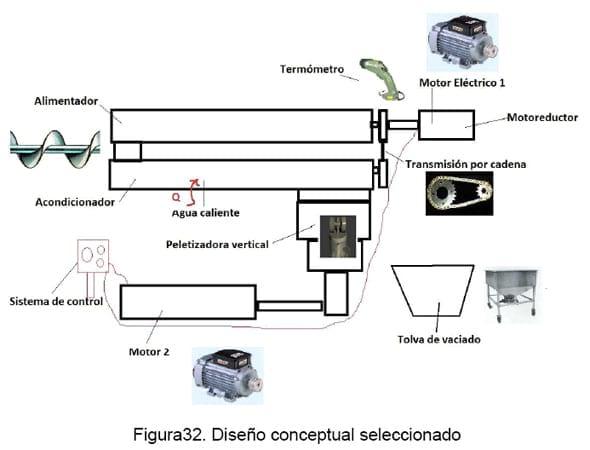
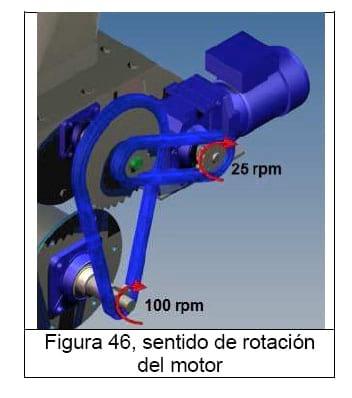
La alternativa de máquina peletizadora seleccionada consta principalmente de un suministro de energía eléctrica a través del sistema eléctrico local del lugar donde será instalada, la peletizadora será accionada por un sistema de lógica cableada que pondrá en marcha 2 motores eléctricos, el primero que transmitirá potencia mediante caja reductora de engranajes y cadena para el alimentador y el acondicionador, y el segundo que transmitirá potencia a la cámara peletizadora mediante un motorreductor. Además consta de una tolva que recibe el Pélet listo. El sistema de alimentación estará compuesto de un tornillo sinfín que transportará el alimento hasta la cámara de acondicionamiento donde se le adicionará agua caliente a la mezcla. Luego la mezcla se introducirá a la cámara de peletizado donde será compactada por un sistema a de peletizado vertical de rodillos y matriz y saldrá en forma de cilindros hacia la tolva de recolección.
A continuación se muestran los cálculos para dar la forma y para escoger los materiales y geometrías para los componentes mencionados anteriormente en la selección de alternativa:
5. CÁLCULOS PARA LA SELECCIÓN Y FORMA DE LOS ELEMENTOS PRINCIPALES EN LA MÁQUINA PELETIZADORA
5.1 ALIMENTADOR
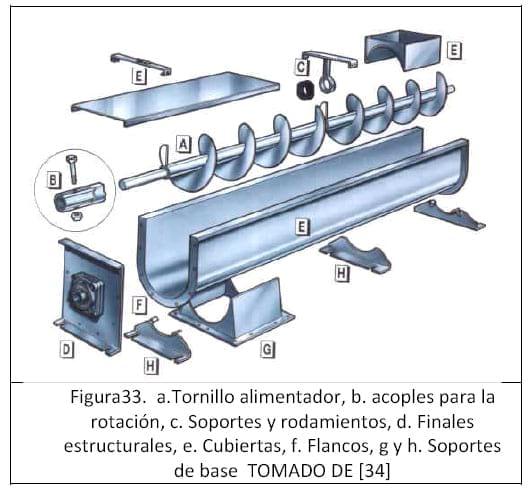
Este dispositivo se compone un eje con palas que imparte un movimiento suave de traslación lineal al material que contenga gracias a su movimiento rotatorio, semejante a un tornillo de Arquímedes. Está usualmente compuesto por un tornillo sin fin, que consiste en una hélice montada en un eje que gira dentro de una carcasa que tiene una forma de U en ocasiones reforzada con ángulos estructurales.
Cuando la longitud del tornillo es mayor de tres metros es necesario el empleo de apoyos intermedios [8]. Además, poseen chumaceras que dan soporte a los ejes e incluso absorben el empuje radial causado por el elemento.
Usualmente, este conjunto de piezas se apoya sobre la estructura de la máquina peletizadora como puede observarse en las imágenes de máquinas cotizadas en el anexo 2 e incluso puede ir apoyada sobre la estructura del acondicionador.
Estos componentes han sido muy populares en el transporte y manejo de materiales granulados finos y gruesos, y su forma final es semejante a la mostrada en la figura33 mostrada a continuación:
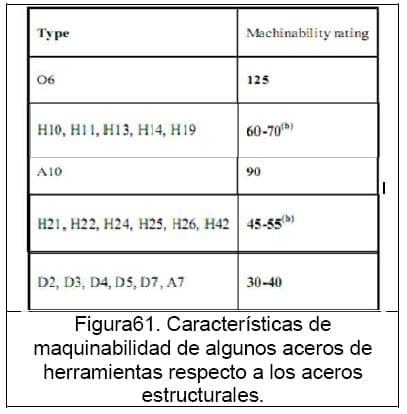
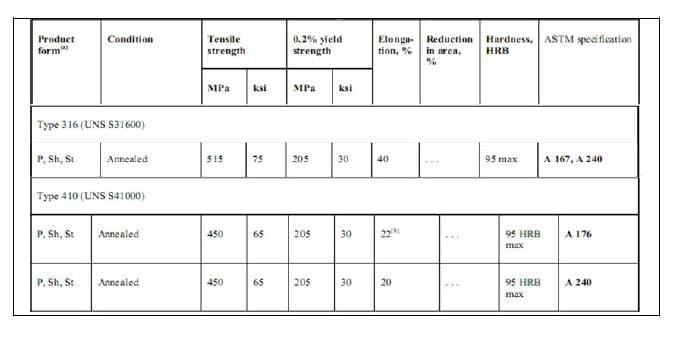
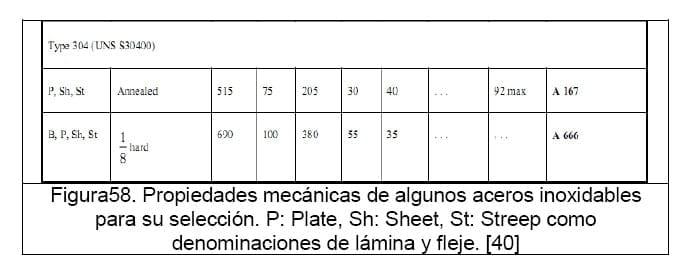
Usualmente el helicoide puede ser de hierro fundido, o de plancha de hierro dúctil (tesis peletizadora) para aplicaciones donde la corrosión no sea un factor de cuidado, o también de acero inoxidable austenítico, ferrítico, martensítico o dúplex debido a sus ventajas respecto a la resistencia a la corrosión, e incluso de aceros especiales enfocados sólo en la resistencia a la abrasión como aceros de herramientas siendo estos últimos los menos comunes para estos componentes.
Tienen un eje tubular sometido a rotación que se apoya en sus extremos y recibe impulso mecánico por componentes de anclaje como el mostrado en la figura 33 correspondiente al literal b. El tornillo va alojado en una carcasa semejante a la mostrada en el literal e) de la figura33, la cual recibe y almacena el material a transportar que proviene de una tolva y lo descarga en el lado opuesto en dirección a la cámara de acondicionamiento, esta carcasa puede ser de disposición horizontal o con algún ángulo de inclinación dependiendo del uso y las características del diseño.
Generalmente, el paso del componente está relacionado directamente con el diámetro de los helicoides que arrastran el material particulado de diferentes maneras, siendo el paso P igual al diámetro D la más común para aplicaciones horizontales, e incluso el paso P igual a 0.8 veces el diámetro para inclinaciones hasta de 40º.
Los parámetros de diseño de estos componentes juegan un papel muy importante en el desempeño del componente ya que deben ser tomados en cuenta factores como el paso, el diámetro del helicoide, la altura del helicoide a la tapa de la carcasa, el juego entre la pared y el helicoide debido a tolerancias dimensionales de fabricación, entre otros. Estos parámetros serán calculados más adelante según las recomendaciones de fabricantes expertos en el tema.
5.2 ACONDICIONADOR
Los cálculos para este componente de máquina se derivan de los realizados para dar forma al eje alimentador ya que son elementos similares sometidos a exigencias similares funcionales similares y se harán según catálogos de fabricantes expertos en el tema y apoyados por la experiencia de la tesis de grado de la referencia [17], con la diferencia de que el eje acondicionador estará sometido a presión, calor, humedad y una mezcla más densa.
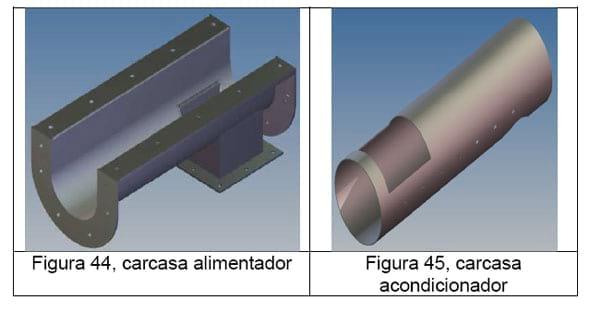
En general, el tornillo acondicionador se compone de las mismas partes que uno alimentador, pero en este caso la carcasa utilizada deberá ser sellada para evitar las fugas de presión, vapor, humedad o material, por lo tanto se implementan láminas dobladas y soldadas con agujeros al inicio y final para la admisión y entrega de material acondicionado y algunas perforaciones para el ingreso de la humedad a la mezcla.
Los detalles del acondicionador se mencionan en el numeral 3.4.2, donde se menciona la importancia de los parámetros como la adición de humedad por parte de vapor o agua, la presión necesaria, la temperatura y el tiempo de permanencia.
Según la selección de alternativa de diseño conceptual se determinó el uso de un acondicionador sin el uso de vapor debido a los excesivos costos que genera la adquisición de una caldera y del aumento de los cuidados de mantenimiento, aumento de piezas, aumento de capacitación del operario y por supuesto aumento del riesgo laboral, y se decidió utilizar agua caliente a presión atmosférica con una composición de 3 kg por cada tonelada de alimento a una temperatura de 90ºC, según lo establecido en la figura 20.
5.3 CÁLCULO PARA DAR FORMA AL EJE ALIMENTADOR Y EL EJE ACONDICIONADOR
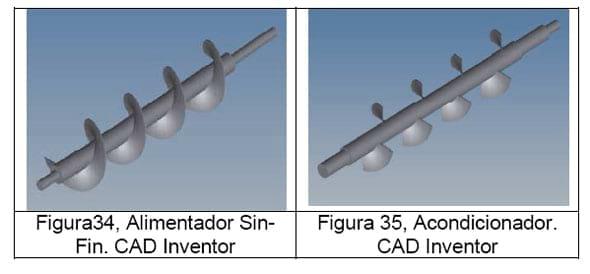
El acondicionador y el alimentador de una máquina peletizadora son básicamente un transportador de tornillo sin fin, y un esquema de su diseño para esta máquina se muestra en la figura 34 y 35 tomadas del programa de CAD Inventor, donde puede notarse que la diferencia entre ambos es que el acondicionador no posee aletas continuas, sino paletas que corresponde a ¼ del área de una de las aletas de un tornillo sinfín continuo como el alimentador según lo reportado por [17].
Para propósito de diseño y por simplicidad, se considera al transportador de paletas como un transportador sin-fin, a fin de seguir paso a paso el proceso de diseño de dichos elementos según el manual de Martín [33]. Se debe tener en cuenta todos los pasos de diseño descritos a continuación con el fin de asemejar el elemento a un transportador de paletas, con los respectivos parámetros de material y dimensionamiento para evitar garantizar una adecuada selección del componente y evitar una operación inadecuada.
Losa pasos a seguir para el diseño del acondicionador y el transportador se describen a continuación basados en [17, 33].
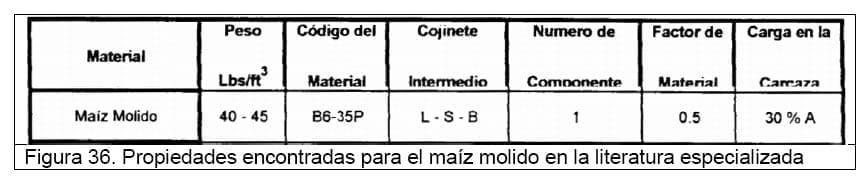
Primero se selecciona un material a transportar, que en este caso por facilidad de cálculo se aproxima a maíz molido, lo cual es consistente con la composición del alimento para aves mostrado en las figuras 4 a 6.
Las propiedades correspondientes al maíz molido se muestran en la figura 36, de acuerdo al manual de Martín [33]
El código del material se escoge según la TABLA 2 de la referencia [17]. En este caso se debe hacer un análisis al material, ya que debe considerarse que este al entrar al acondicionador ganara humedad producto del agua caliente, razón por la cual la nomenclatura correspondiente corresponde a B6-45X LSB 30%A, dónde:
B6: tamaño fino por debajo de 0.132 in (3.35 mm) 4: Fluido lento 5: Abrasividad media, lo cual es consistente también con la figura 11. X: Se comprime bajo presión
Para determinar la capacidad del transportador se debe basar en los siguientes aspectos.
· Porcentaje de carga de la sección transversal del transportador. · Diámetro del helicoidal · Máximas r.p.m. recomendadas o permisibles
La figura37 proporciona la capacidad en CFH a 1 r.p.m. al igual que para las máximas r.p.m. permisibles recomendadas según la carga de material en porcentaje (45%, 30%A, 30%B y 15%) [17]
Como primer factor de diseño se tomaran arbitrariamente medidas un tornillo transportador cualquiera, esto se hace tomando en cuenta que el cliente desea una pequeña producción y con ayuda de lo reportado en trabajos elaborados anteriormente [17].
Se escoge una longitud de acondicionado y alimentador de L=26in (660,4 mm) y un diámetro de palas externo de D= 6” (152,4 mm) para cumplir con una capacidad máxima de 250 Kg/h.
El transportador tendrá diámetro de 6 in con paso estándar, es decir, avanza 6 in con cada revolución ya que el paso es igual al diámetro y estará completamente horizontal. En el caso del acondicionador se debe mantener la materia prima en la cámara en un tiempo de residencia seleccionado como aproximado 45 segundos de acuerdo a lo expuesto en el numeral 3.4.2, a través de una longitud de 26 in.
La velocidad del acondicionador va regida por la siguiente ecuación [17]:
Luego para el acondicionador este valor se multiplica por 4, ya que ¼ de las paletas mantendrán por más tiempo la materia prima en la cámara [17].
Ahora para mantenerlos 45 segundos (0,75 min) en la cámara se necesita que el transportador avance a:
Y para el caso del alimentador este avance se divide en 4 ya que las aletas son continuas.
De la figura 37 nos recomiendan que para un transportador de 6” de diámetro y con 30% de carga, las máximas rpm no deben exceder de 120 rpm, por lo tanto el cálculo es permisible.
Ahora se procede a calcular la capacidad requerida con el fin de saber si estas especificaciones cumplen con los requerimientos del cliente [33]. Así:
Donde N son las revoluciones por minuto de cada sistema
Para un diámetro de 6”, en la figura37 se encuentra que la capacidad a 1 r.p.m es de 1.49 CFH con 30% de carga. Ahora de la ecuación anterior, sabemos que la capacidad requerida para los transportadores con Nacondicionador=92 r.p.m y Nalimentador=23 r.p.m es:
En catálogos comerciales de moto reductores se encontró que los más cercanos valores de rpm fueron 100 y 25, por lo tanto recalculamos la capacidad requerida:
Ahora este flujo volumétrico lo multiplicamos por la densidad para hallar un flujo másico, o capacidad requerida en función de la masa. Para el maíz molido humedecido el valor de su densidad es igual a 55 lb/ft3=881 kg/m3 [17] y para el maíz seco es de 38 lb/ft3=610 kg/m3 [12]
La capacidad encontrada anteriormente corresponde a la de un tornillo sin fin corriente, entonces se aplica el factor de ¼ del área anteriormente mencionado para fraccionar adecuadamente su capacidad y otro factor de forma de ¼ debido a la geometría de las paletas de arrastre según [17]. Por tal razón la capacidad real del acondicionador es
Se puede observar que esta capacidad no sobrepasa la capacidad requerida máxima correspondiente a 250 kg/h, por lo tanto, las dimensiones geométricas del alimentador y del acondicionador son adecuadas.
La máquina cumplirá con una producción de 250kg/hora, por lo tanto terminará su proceso en casi 5 horas de trabajo continuo. Este tiempo es prudente ya que no es exageradamente rápido ni tampoco muy limitado al tiempo de cumplimiento de un turno de trabajo de ocho horas. El operario puede realizar el trabajo y además ocuparse de labores de inspección visual, mantenimiento, limpieza, llenado de formularios y bitácoras en el tiempo que le sobra.
· Calculo del motor a partir de los factores de capacidad
Para los cálculos de la potencia requerida se recurre a las ecuaciones que plantea el manual de Martin [33]. Para esto se debe tener en cuenta la potencia de fricción y la potencia para mover el material.
Potencia de fricción
Es la potencia necesaria para manejar el transportador vacío y se expresa como
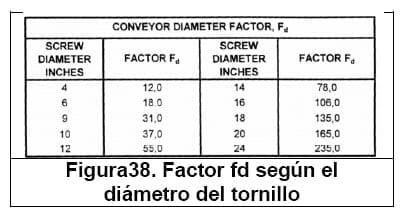
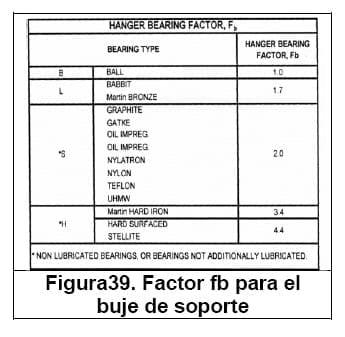
Donde, L: largo total del transportador [pies] N: velocidad de operación [rpm] Fd: factor de diámetro de transportador, figura 38 [17] Fb: factor de buje para soporte colgante, figura 39[17]
Potencia para mover el material
En este caso la densidad del material a mover juega un papel muy importante, ya que el volumen es directamente proporcional a la potencia requerida. La expresión correspondiente es
Donde, C: Capacidad [CFH] W: Peso del material [lb/ft3] Ff: Factor de helicoide, figura40 [17] Fm: Factor material, figura 36 [17] Fp: Factor de paleta, Figura 41 [17]
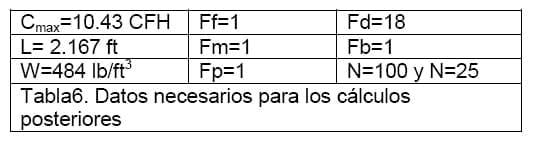
Luego de resolver las ecuaciones se encuentran los siguientes datos recopilados en la tabla 6 que serán utilizados para los cálculos posteriores
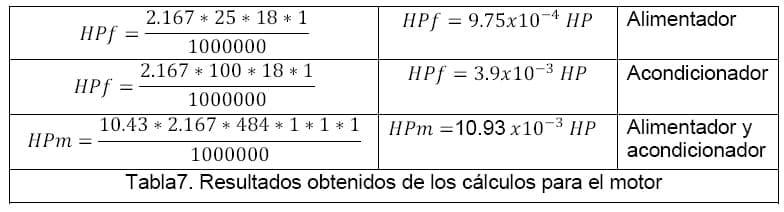
Los resultados obtenidos para el alimentador y el acondicionador se muestran en la tabla 7 a continuación:
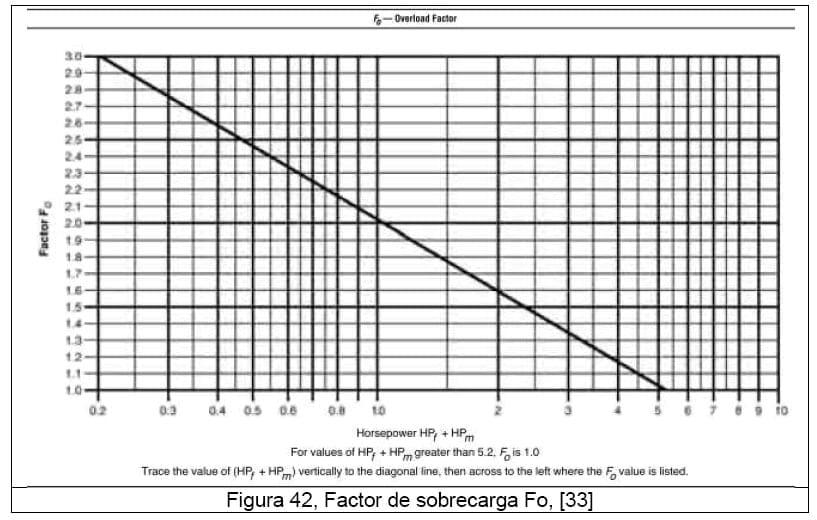
Al sumar los dos factores HPf y HPm se tiene como resultado una potencia con la cual podemos calcular el factor Fo de la figura 42 [33]. Las sumas tienen valores de 11,9x10-3 HP y 14.83x10-3 HP
Con base en trabajos realizados anteriormente [17] se pudo extrapolar los resultados y obtener un Fo de 3.55 y de 2.85.
Finalmente podemos calcular la potencia total que requiere el transportador con la siguiente ecuación.
Con e=0.88, TABLA 5 [17] finalmente obtenemos los siguientes resultados:
Como vamos a utilizar un solo motor para los dos sistemas entonces sumando las dos potencias tenemos que la potencia total requerida es de 0.098 HP, y este puede ser suministrado fácilmente por un motor comercial de baja potencia de 0,16 HP= 0,12 KW, este motor se seleccionó del catálogo de NORD SK02040-63S/4 [34], con las siguientes especificaciones mostradas en la figura 43:
Se selecciona entonces un motor de 25rpm designado como SK02040-63S/4 para mover los sistemas de alimentación y acondicionamiento de la máquina.
Las dimensiones de la carcasa del alimentador se hacen según instrucciones del manual de Martin [33], en nuestro caso se escoge un canal en U con su respectiva tapa construido en AISI 316; en el caso del acondicionado se escogió carcasa tubular de AISI 316 inoxidable Ø179mm y resistencia a la fluencia V = 205W>4 , con el fin de tener las mejores condiciones para suministrar el vapor al sistema de acondicionamiento. Los materiales se seleccionaron de acuerdo con los criterios expuestos en el numeral 6.
Teniendo en cuenta la presión de agua de 1atm o 1bar verificaremos si la carcasa resiste la presión a la cual ingresa el agua y se calculara el espesor necesario
Con una lámina comercial calibre 16 = 1,5mm es suficiente para soportar la presión con un factor de seguridad de
Un esquema de las láminas utilizadas en la caracaza de alimentador y acondicionador se muestran en las figuras 44 y 45 a continuación:
Ahora se define el sentido de la rotación de aletas y hélices de los trasportadores, este se asigna según la ubicación del motor y su sentido de giro. Por recomendación de potencia un motor siempre debería tener su sentido de rotación igual a las manecillas de reloj si se encuentra acoplado a la derecha del sistema, esto para que se encuentre la cadena a tracción en la parte superior. El esquema de ensamble de motor y cadena para las etapas de alimentación y acondicionamiento se muestra en la figura 46.
Por lo tanto los transportadores se encuentran girando a favor de las manecillas de reloj y se dice que el alimentador es de mano izquierda como se ve en la figura47 al momento de transportar la materia prima hacia la etapa de acondicionamiento donde la materia prima debe moverse de regreso, por lo tanto debe implementarse un tornillo de mano derecha.
Como los ejes tienen una longitud muy reducida, podemos obviar cualquier tipo de acople y apoyo intermedio que se requiera. Sin embargo debemos garantizar que el tornillo soporte los rangos de torsión a los que puede estar sometido, estimándolo mediante la siguiente expersión [33]
Para un motor de 0,16 HP y velocidades 100rpm y de 25rpm, los respectivos torques son:
Acudiendo a la figurax [17], se obtiene que con este valor de torque, se recomienda un eje de 1” y tubo estándar de SCH 40 de 1 ½” como se muestra en la figura 48. Para estos ejes se verificara la resistencia por medio de FEA (finite element analisys) y se muestra en el anexo4.
Para la selección de rodamientos se utilizó el catálogo online de SKF [34] donde se encontró un rodamiento de bolas con denominación FYK 25 TR para un eje de 1in de diámetro externo, el cual cumple con las exigencias de velocidad y cargas planteadas por las etapas de alimentación y alimentación.
Según los procedimientos descritos anteriormente se seleccionaron los siguientes rodamientos para la etapa de acondicionamiento y alimentación:
A continuación se muestra un esquema de forma de los rodamientos seleccionados:
5.4 Cámara peletizadora
Como se determinó en la selección de la alternativa, se pretende diseñar una cámara de peletizado vertical la cual se usa comúnmente para bajas producciones de alimento, la cual consiste en un disco perforado (matiz o dado) como se muestra en la figura 50 por el cual pasa el alimento al ser presionado por los rodillos que giran mientras el dado rota figura51.
Luego se pasar por los agujeros de la matriz, una cuchilla corta los pélets con una longitud deseada, y por la aceleración centrifuga son lanzados hacia la tolva se salida de la cámara de peletizado.
Aunque la información sobre este tipo de peletizadoras en muy limitado debido a su baja producción, su diseño es muy simple en comparación con la peletizadora horizontal.
Para poder determinar las características morfológicas que debe tener la cámara de peletizado se recurrió a métodos empíricos hallados en la literatura, videos encontrados en internet, y en la información proporcionada por las cotizaciones de peletizadoras en el mercado que presentan este tipo de diseño.
- POTENCIA DE PELETIZADO
Para hallar la potencia que requiere la cámara peletizadora se encontraron diferentes formulas empíricas las cuales proporcionan una potencia aproximada.
La primera forma empírica para hallar la potencia consiste en que por cada tonelada hora de material a procesar se requieren 10HP para poder peletizar de forma efectiva [8]. Así que como el requisito es procesar alrededor de 250Kg/h ó 0.25 toneladas/hora, la potencia necesaria es 2.5HP, pero esta potencia comparada con la potencia que requerían los modelos comerciales de la misma capacidad ver anexo2 de alrededor de 12hp es muy baja.
La segunda fórmula es:
P=C/R (1)
Donde C es la capacidad de producción deseada de la peletizadora a construir en Kg/h, R la masa a procesar por unidad de potencia en una hora, la cual en [8] establece que es alrededor de 90.7Kg/hp*h para alimento avícola. Para la capacidad deseada de 250Kg/h la potencia requerida seria de 2.756hp lo cual sigue siendo baja en comparación con las máquinas comerciales.
La tercera formula empírica es:
Donde P es la potencia de peletizado, A es el área de trabajo de la matriz o dado, a/p es la relación entre el área de trabajo y la potencia requerida para peletizar. Algunos investigadores [8] encontraron que para el alimento avícola a/p es alrededor de
Por otro lado, como se desconoce el área exacta de la peletizadora no es posible hallar la potencia necesaria. Pero con la potencia podremos encontrar el área de la matriz al despejar (2)
Utilizando tanto la potencia de 2.756hp hallada empíricamente y la potencia de 12hp de las peletizadoras comerciales en (3) se puede encontrar el área de la matriz:
- Para una potencia calculada de 2.756hp el área de la matriz es
- Para una potencia comercial de 12hp el área de la matriz seria
Como se vio en la figura.x1 en área de peletizado no es la de un círculo sino la de una corona circular de área
como se muestra en la figura52
Suponiendo un diámetro interno externo se puede hallar las dimensiones totales de la matriz y comparar las con las comerciales. Si suponemos un diámetro externo de la matriz de alrededor de 250mm, que es la medida de las matrices que se encontraron en algunas de las cotizaciones para peletizadoras de baja producción, ver anexo 2, se tiene que el radio interior es
Al observar la figura56 podemos observar que no toda el área de la corona circular está perforada con los hoyos de peletizado, por lo tanto para garantizar el área de trabajo el diámetro del dado debería estar entre los 190 y 200mm. Para este caso se decidió tomar el diámetro de la matriz de 200mm.
En [4] se encontró que al aumentar el espaciado entre el dado y el rodillo se mejora la durabilidad a pélet a costa de un mayor consumo de energía. Para este caso donde la capacidad de la peletizadora es relativamente baja, el consumo energético no será muy grande, por lo tanto al aumentar el espacio entre la matriz y el rodillo no afectaría marcadamente el consumo de energía. Por lo tanto se tomó 2 mm como la holgura entre la matriz y el dado según se explicó en la figura 25.
Como se mostró anteriormente, los diámetros de pélet recomendados para aves están entre 1.5mm para los pollos más pequeños y 7mm para los adultos. Con el fin de mantener la simplicidad de operación de la maquina peletizadora se pretende que ésta produzca un solo tamaño de pélet para así poder tener un tamaño promedio que alimente diferentes tamaños de de aves de corral por lo que se tomará como 5mm el diámetro a fabricar.
Como tenemos el área de peletizado y el diámetro de los agujeros podemos hallar la distribución ó la cantidad de agujeros que tendrá la matriz. En [17] para hallar la cantidad de agujeros que tendrá la matriz se multiplica por un factor de 0.2 el área de peletizado con el fin de tener solo el 20% del área con agujeros (7). Luego de esto se divide esta área de agujeros entre el área de un solo agujero (8) dando así el número necesario para peletizar lo requerido, para este caso sería el área de un agujero de un diámetro de 7mm, por lo anterior se tiene que:

En la búsqueda de patentes de peletizadoras se encontró que para optimizar el flujo de alimento y ayudar a comprimirlo, a través de los agujeros de la matriz se le agregan avellanados en la entrada y abocardados a la salida de los mismos figuras53 y 54. Pero en las patentes no se especifican dimensiones precisas sobre los avellanados y abocardados para un determinado diámetro y funcionalidad del agujero. El abocardado se le agrega a los agujeros de la matriz cuando se requiere mantener una longitud efectiva de peletizado (C figura.54) y disminuir los esfuerzos en la matriz. Debido a que la capacidad de la peletizadora es pequeña los esfuerzos en la matriz no son significativos como para agregarle el abocardado [8].
Para el avellanado solo se recomienda que el ángulo de este sea alrededor de 30° [8] pero no se encontró en la literatura especificaciones detalladas del diámetro ó la profundidad de este, por lo tanto esto fue tomado a criterio de los diseñadores: para el diámetro del avellanado se escogió 7mm con un ángulo de 30°.
La obtención del espesor de la matriz se obtuvo con la relación d/L donde d es el diámetro del agujero de peletización y L es el espesor de la matriz, para el maíz molido esta relación es de 12 [8] por lo tanto, para un agujero de 5mm, el espesor de la matriz es de 60mm
Para hallar el diámetro del rodillo se utilizó la relación entre el diámetro de la matriz y diámetro del rodillo (Rr/Rm) que corresponde a 0.58 [4], esto quiere decir que el diámetro del rodillo con una matriz de diámetro de 190mm es de 110mm.
Los rodillos pueden tener superficies fabricadas de forma lisa, corrugada o dentada. Estos dos últimos Figura55 son muy populares debido a que tienen menos tendencia a atascarse cuando circula el material concentrado entre el mínimo espacio con la matriz, además mayor tracción ejercen sobre el material facilitando el peletizado. Los más utilizado son los corrugados debido a que son más fáciles de fabricar que los dentados [8].
Como no se encontró una relación entre el alimento, producción y la forma del corrugado, esta geometría será a criterio de los diseñadores. Para este caso se escoge un corrugado con 34 semicírculos de 2.5mm de radio repartidos en el rodillo con una misma separación.
5.5 Eje de matriz
Para el eje de la matriz: un rodamiento de bolas de una sola hilera skf con designación 16010 para un diámetro de eje de 60mm con una capacidad de carga dinámica máxima de 16300N. Para prever la falla de este rodamiento por sobre carga, este rodamiento está dispuesto de tal manera que no esté sometido a carga axial, por lo tanto toda la carga esta soportada por el otro rodamiento el cual es cónico de rodillos skf con designación 30208 para el diámetro de 40mm con una capacidad de carga dinámica de 61000N.
Los rodamientos en los rodillos recomendados por [8] son cónicos de rodillos debido a su gran capacidad de soportar tanto cargas axiales como radiales. Para este caso los rodamientos escogidos fueron 4 rodamientos cónicos de rodillos con designación 320/22X con una capacidad de carga dinámica de 29000N.
Con esta carga y el área del eje se encuentro que el esfuerzo a compresión fue de 17.56MPa
La velocidad angular de la matriz se tomo como 250rpm recomendados por [8] con esto se busco un motorreductor con el eje a 90° para un fácil montaje al ensamblar la péletizadora. El motorreductor seleccionado fue un NORDsk92772-132ma/4 de 9.2KW con una velocidad angular de salida de alrededor de 230rpm, lo cual es muy cerca a los requerimientos buscados. La gran ventaja que se tiene al utilizar un motoreductor con el eje a 90° es el evitarse diseñar y construir un cod o con engranajes cónicos para trasmitir la potencia a la peltizadora.
6. SELECCIÓN DE MATERIALES
6.1 ACEROS INOXIDABLES
Los aceros inoxidables han sido utilizados en estas aplicaciones debido a su gran aporte en resistencia a la corrosión que previene la contaminación de los productos y del ambiente de trabajo y debido a su facilidad de limpieza.
Alimentos como los vegetales representan ambientes suaves y pueden generalmente ser manejados con el uso de acero inoxidable del tipo 304 y 316 mientras que las salsas y los licores presentan ambientes más agresivos y pueden picar incluso a los inoxidables del tipo 316. Para ambientes tan agresivos debe usarse materiales con alta resistencia al picado como el 22Cr-13Ni-5Mn, 904L, 254SMO entre otros.
A temperaturas elevadas los materiales deben ser seleccionados para resistir al picado y al agrietamiento por corrosión y presión, esta última debe ser evadida en aplicaciones de transferencia de calor para procesos de cocido de alimentos como por ejemplo las etapas de acondicionamiento de pélet.
Los equipos de acero inoxidable deben ser limpiados con frecuancia para prolongar su vida de servicio. Los equipos deben ser limpiados con agua fresca, barridos con una brocha de nylon y detergente y luego enjuagados[40].
Los tipos 304, 316, 444 y 450 han sido usados para cadenas de transferencia de alimento en equipos de procesado continuo y sus superficies deben garantizar que no se generen agujeros o entallas donde el alimento pueda almacenarse, por tanto es recomendable tener superficies altamente pulidas para evitar los problemas de corrosión y posterior contaminación de los alimentos. Los mejores resultados se han obtenido cuando los equipos tienen acabados del tipo 2B (laminado en frío general) en vez de acabado No 4 (pulido general). Alternativamente puede ser considerada una superficie electropulida [40].
6.1.1 Propiedades mecánicas
Como se pudo constatar mediante un análisis de los parámetros de funcionamiento de las etapas de alimentación y acondicionamiento, las exigencias de resistencia mecánica no son muy elevadas resultando en facotres de seguridad de hasta 70 para la torsión en el eje de alimentación. Por lo tanto estos elementos no necesitan ser escogidos desde el punto de vista de esfuerzos sino más bien desde el ámbito de la resistencia a la corrosión y la manipulación de alimentos debido a que la contaminación del pélet podría causar problemas digestivos en las aves de corral generando epidemias que pueden llegar a afectar la calidad del animal para el uso del hombre. En la figurax [40] se muestan las propiedades mecánicas de algunos de los aceros inoxidables más comunes en el uso de elementos para resistencia a ambientes corrosivos.
Aunque todos estos aceros inoxidables presentan una misma resistencia a la fluencia en estado recocido de 205MPa los valores de ductilidad son muy diferentes, siendo el AISI316 y el AISI304 los más capaces de deformarse, haciéndolos indicados para procesos de manufactura de deformación severa y moderada como los exigidos durante las operaciones de doblado y embutido para dar forma a las caracasas de alimentador y acondicionador.
6.1.2 Resistencia a la corrosión y temperatura
Generalmente, en las aplicaciones de alimentos donde intervienen acidos, aceites y sustancias de proveniencia orgánica como en el alimento peletizado para aves es necesario implementar elementos con alta reistencia a la corrosión para evitar contaminación del alimento y desgaste prematuro y/o acelerado de los componentes de máquina. Por tanto es útil conocer las propiedades de resistencia de algunas aleaciones convencionales, las cuales se muestran en la figura59.
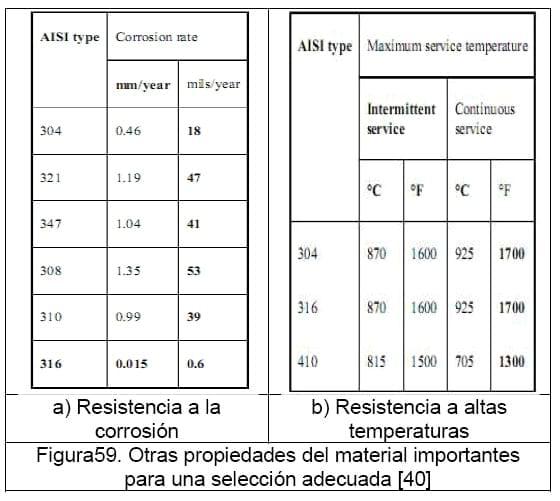
Debe destacarse que el acero AISI304 es uno de las propuestas más fuertes a la hora de resistencia mecánica, a la corrosión y al servicio a altas temperaturas ya que además de su alta aptitud de ser conformado en procesos de manufactura presenta la segunda menor tasa de corrosión entre sus competidores con tan solo 0.46 mm/año. Por otra parte, puede observarse también que es un material muy estable a altas temperaturas de servicio ya que puede ser usado incluso a límites de más de 800ºC lo cual es más de 8 veces la temperatura de trabajo del acondicionador.
Algunas recomendaciones de uso del AISI304 son: - Para ácido acético en partes a temperaturas mayores a 50ºC para vapores diluidos y altas presiones. - Para transporte de aceite de celulosa y úrea - Para ácidos fómicos a temperaturas mayores que la de ebullición - Ácidos grasos a temperaturas mayores que 150ºC
6.1.3 Costos
Se consultó la disponibilidad de material en Ferrasa, Aceros Industriales, Aceros Mapa, Acinox y en ASTECO y se obtuvo los siguientes precios según la tabla9:
6.1.4 Criterios de selección
Finalmente se decide seleccionar el acero inoxidable austenítico AISI304 gracias a su excelente combinación de ductilidad, resistencia mecánica, conformabilidad en los procesos de manufactura, su alta confiabilidad bajo el desgaste por corrosión y temperatura y por su menor costo por unidad para el uso en los siguientes componentes mostrados en la tabla10:
6.2 ACEROS DE HERRAMIENTA
Los aceros de herramienta son materiales utilizados principalmente en aplicaciones donde se someta a un sistema a altas exigencias de desgaste continuo como procesos de maquinado, extrusión de materiales y moldeo entre otros. Se caracterizan principalmente por su elevada dureza superficial y su alta resistencia mecánica, factores principales para un buen comportamiento ante el desgaste. En la figura60 se muestran algunas de las características de dos aceros de herramienta que pueden ser elegibles para el diseño del dado de peletizado.
6.2.1 Maquinabilidad de aceros de herramienta
La maquinabilidad de los aceros de herramienta puede ser estimada por los métodos usuales aplicados para los aceros de construcción. Se reportan como porcentajes donde un 100% de maquinabilidad de acero de herramienta equivale a un 30% de maquinabilidad en aceros de construcción. Para mejorar la maquinabilidad del acero de herramientas se recomienda alterar su composición o su tratamiento térmico para disminuir los límites de resistencia mecánica y aumentar así la vida de la herramienta de corte. Las características de maquinabilidad de algunos aceros de herramientas se muestran en la figura61.
Puede notarse que la dificultad para maquinar estas aleaciones es bastante notoria y que las aleaciones del tipo H11 y D2 presentan valores muy bajos incluso en el estado recocido, siendo H11 21% y el D2 12% maquinables respecto a un acero de construcción.
Sin embargo, esta misma dificultad para los procesos de corte representa una ventaja que se plasma en la resistencia a la abrasión, donde el acero D2 sería el más resistente trayendo ventajas para el poco cambio de piezas y la conservación en el tiempo de la calidad del producto terminado.
El acero AISI D2 es supremamente resistente a la compresión, como se puede observar en la figura 62, donde según la dureza superficial alcanzada por el material se tiene un esfuerzo de fluencia en MPa, siendo el mayor 2200.
6.2.2 Criterios de selección
Algunos autores reportan [8] que discos de peletizado hechos de acero AISI D2 pueden durar incluso 4000 a 8000 toneladas, este dato puede extrapolarse a una producción de 1Ton/día resultando en una vida de 4000 días o aproximadamente 11 años para el régimen de desgaste más severo.
Según lo reportado en la figura63, las propiedades de resistencia al desgaste son mucho mejores para el AISI D2 respecto al AISI H11, medidas en una escala de severidad de 1 a 10. Según estos datos puede intuirse una vida útil para un material AISI H11 de 4 años, 7 menos que para AISI D2, esto en parte debido a la dureza superficial de trabajo lograda luego del proceso de manufactura de agujerado y maquinado que consiste en una serie de ciclos térmicos de austenización y temple para lograr incluso 64HRC en el exterior, casi 10HRC más que el AISI H11. Algunos tratamientos térmicos antes del proceso de maquinado pueden ser consultados en la figura64.
6.2.3 Costos
En el mercado local es difícil encontrar proveedores que cuenten con aceros de herramientas ya que estos no son de uso común en las aplicaciones cotidianas y debido a que su costo es considerablemente más elevado que las aleaciones convencionales.
Se consultó la disponibilidad de material en Ferrasa, Aceros Industriales, Aceros Mapa, Acinox y en ASTECO y tan sólo en el último se encontraban disponibles los precios de los siguientes materiales:
Por todos los criterios expuestos anteriormente se decide utilizar un AISI D2, aunque su inversión inicial es mayor que para las demás, su costo se justifica en su durabilidad de casi 11, más del doble que para las otras propuestas. Este material ayuda a satisfacer la necesidad de disminuir los tiempos de mantenimiento y los tiempos de cambio de piezas y a producir durante mayor cantidad de tiempo un pélet de buena calidad geométrica y de consistencia.
6.3 Acero estructural
Finalmente, el acero estructural se escoge para los perfiles que tendrá la máquina de soporte, y para placas de sello que no estén en contacto con el alimento. El precio de este elemento es:
7. DIRECTRICES TÉCNICAS DE FABRICACIÓN
7.1 ACONDICIONADOR
· GUSANO SIN FIN: Se debe soldar el tubo SHC 40 de Ø1 ½” de acero inoxidable AISI304 con las paletas según las especificaciones del plano. Posteriormente se ensambla con los ejes de Ø1”. Realice la soldadura con un electrodo de bajo hidrógeno precalentado según la norma AWS A5.4 y realice un precalentamiento de las piezas a 100ºC. Utilice electrodo E304L mediante el proceso SMAW en una junta tipo V a tope.
· PALETAS: se maquinan tortas de Ø 6” luego se cortan según plano, y posteriormente se estiran para formar un helicoide.
· CARCASA: Se debe realizar troquelado una lámina de acero inoxidable AISI 304 de 660x564 mm calibre 14 según indicaciones del plano, para luego realizar un doblez y por ultimo soldar tal y como se indicó en la primera recomendación.
· FLANGE: Troquelar dos tortas de material lamina negra calibre ¼” con Ø265mm externo y Ø184mm interno, luego taladrar 6 agujeros de Ø7/16” alrededor
· TAPAS: Troquelar dos tortas de material acero inoxidable 316 con Ø265mm externo, luego taladrar los agujeros respectivos.
· TOLVA SUP: A partir de trozos de láminas formar una tolva cuadrada y unirlas con soldadura.
· TOLVA INF: Cortar una lámina para que encaje en el agujero de la carcasa, luego realizar un doblez y unirla con soldadura.
7.2 ALIMENTADOR
· GUSANO SIN FIN: Se debe soldar el tubo SHC 40 de Ø1 ½” con las aletas según las especificaciones del plano. Posteriormente se ensambla con los ejes de Ø1”. Realice la soldadura con un electrodo de bajo hidrógeno precalentado según la norma AWS A5.4 y realice un precalentamiento de las piezas a 100ºC. Utilice electrodo E304L mediante el proceso SMAW en una junta tipo V a tope.
· ALETA: se maquinan tortas de Ø 6” luego se cortan según plano, y posteriormente se estiran para formar un helicoide.
· CARCASA: la carcasa es un ensamble que surge a partir de láminas dobladas y soldadas según indicaciones del plano.
· TAPAS LATERALES: Troquelar dos tortas de material acero inoxidable 316 con Ø265mm externo, luego taladrar los agujeros respectivos.
· TAPA SUPERIOR: Se corta una lámina y taladran agujeros a su alrededor, posteriormente sueldan la tolva.
· TOLVA: Se realiza un doblez a una lámina, para formar una transición, es decir un extremo cuadrado y el otro circular.
7.3 CÁMARA PELETIZADORA
· MATRIZ Ó DADO: Se parte de un cilindro circular de un Ø203mm el cual se corta un disco 20 mm de espesor, luego se le perfora un agujero interno de Ø40mm, para después realizar un cilindrado en el diámetro mayor hasta llegar a Ø190mm. Teniendo estas dimensiones se procede a realizarle los 340 agujeros avellanados de la matriz por medio del taladrado, finalizando así la matriz.
· RODILLOS DE PELETIZADO: se toman cilindros de 40mm de longitud y se les maquina a un diámetro externo de 110mm, luego, en el centro de las caras del cilindro se les hace una perforación para llegar a un diámetro de 38mm de, para posteriormente realizar cilindrados internos en los extremos de l cilindro con una profundidad de 15mm a lado y lado, para alojar los rodamientos.
Se aconseja seguir los siguientes parámetros de maquinado
7.4 Disco para peletizar y rodillos
Antes de empezar cualquier proceso de manufactura con este material, especialmente los procesos de corte y remoción de material debe asegurarse que el material se encuentre en estado de recocido, de lo contrario cualquier herramienta de corte sufrirá un desgaste excesivamente rápido debido a la dureza superficial de este material.
Si el material no se encuentra recocido, con una dureza aproximada de 230HV, proceda a realizar el siguiente tratamiento térmico:
Caliente el material a 850ºC y luego enfríe dentro del horno a una tasa de 10ºC por hora hasta alcanzar los 650ºC, luego enfríe libremente en aire con convección natural.
Para el maquinado de este material en proceso de torneado se recomienda:
Para el proceso de taladrado se recomienda lo siguiente:
Para el fresado de los rodillos los parámetros sugeridos son los siguientes:
Luego de haber realizado todos los procesos de manufactura de corte necesarios para dar la forma al disco o a los rodillos se debe realizar un tratamiento térmico de endurecimiento que consiste en lo siguiente:
Precaliente el material a una temperatura entre 650-750ºC y continúe el calentamiento hasta una temperatura de austenización de 900-1050ºC, y sostenga a esta temperatura como se indica en la siguiente tabla:
Realice el choque térmico en aceite, aire forzado y proceda a realizar un revenido cuando la pieza alcance un rango entre 50-70ºC.
Caliente nuevamente el material hasta una temperatura de 200ºC y sostenga durante 2 horas y deje enfriar al aire.
· EJE DE MATRIZ: La conducción del eje de la matriz es simple al realizar un cambio de sección a cada lado. Partiendo de un eje de Ø50mm los cambios de sección se llevan hasta Ø40mm.
· EJE DE RODILLOS DE PELETIZADO: Se parte de un eje de Ø1” y se le realiza un cilindrado completo hasta Ø25mm y luego se realizan cambios de secciona a cada lado del eje con Ø22mm.
· CARCASA DE LA PELETIZADORA: para la fabricación de la carcasa de la peletizadora se tomó un tubo de acero estructual ASTM A36 o ASTM A53 de Ø8 ” sch80 al cual se le realizó un abocardado para poder ensamblar adecuadamente esta pieza con la carcasa inferior, también se le perforaron 2 ranuras a 180° entre sí para guiar el eje del rodillo y poder ajustar la holgura entre la matriz y los rodillos. También se le soldaron un par de especies de orejas para cubrir las ranuras que guían los rodillos.
· CARCASA DE PELETIZADORA INFERIOR: esta se construyó con la misma tubería que la carcasa de la peletizadora, solo, que esta presenta en lugar de un abocardado, tiene un cambio de sección exterior para que ensamble con la otra carcasa. Al Salir el pelet por esta carcasa, se realiza un agujero para que el pelet salga libremente, el cual se puede realizar con corte por plasma u oxicorte.
7.5 ESTRUCTURA DE LA MAQUINA PELETIZADORA
Para la construcción de la estructura se utilizaron láminas y vigas tales como canales en C y ángulos, para darle soporte y rigidez al sistema. La estructura se formaba con trozos de estos perfiles unidos por medio de soldadura con electrodo ER70S6 sin necesidad de precalentamiento entre piezas para realizar una soldadura de junta en T. Para el resto de casos se unen por tornillería.
Las especificaciones de las láminas y vigas se muestran en la tabla de costos.
8. ANÁLISIS DE COSTOS DE PIEZAS Y MATERIALES
8.1 Costos
A continuación se muestran varias tablas que resumen las medidas y el número de piezas necesarias para la construcción de la máquina peletizadora, cotizadas en el mercado nacional.
La lista de tornillería, tuercas, arandelas, motores, chumaceras, romdamientos, sprockets y atomizadores se muestra a continuación:
LISTA DE MATERIALES
La lista de precios de lámina, eje, tubería, platos y perfiles se muestra a continuación:
Costos totales de materiales para la peletizadora
TOTAL $ 6.607.050,81
8.2 Pesos de componentes
A continuación se muestra el peso estimado por CAD de los componentes de la máquina peletizadora por módulos y de la misma completa.
9. MANUALES DE USUARIO9.1 MANUAL DE SEGURIDAD INDUSTRIALINSTRUCTIVOS PARA EL MANEJO DE LAS MÁQUINAS
ANTES DE REALIZAR ALGÚN TRABAJO DENTRO DEL LUGAR DESIGNADO RECUERDE:
1. Guardar dentro de los casilleros todos los elementos que no sean indispensables para su trabajo dentro del lugar.
2. Utilizar los elementos de protección perso gafas, guantes, tapabocas, entre otros de acuerdo a las normas de seguridad.
3. Planear su trabajo con anticipación para reducir posibilidades de accidentes repentinos.
4. Conocer previamente la maquinaria a utilizar y en caso de alguna duda preguntar a una persona capacitada en el funcionamiento antes de tomar cualquier decisión.
5. Pedir únicamente los instrumentos de medición y las herramientas necesarias para realizar su trabajo.
Antes de utilizar esta máquina asegúrese de cumplir con los requerimientos de protección personal indicados
- Asegúrese de tener conocimiento de las partes de la máquina peletizadora antes de entrar en contacto con ella.
- Evite acercar las manos a las cadenas de transmisión de potencia mientras la máquina esté encendida
A continuación se muestra un esquema comparativo de la máquina respecto al tamaño de una persona.
9.2 MANUAL DE OPERACIÓNPasos para la operación
- Verifique que la máquina se encuentre libre de sustancias y objetos ajenos a los estrictamente necesarios durante la producción. Inspeccionar carcasa, motores, dispositivo de salida y tolva para evitar contratiempos y/o contaminación del alimento.
- Verificar que todos los componentes de la máquina se encuentren en el lugar asignado antes de empezar la operación.
- Verificar que la conexión de agua caliente se encuentre abierta antes de empezar el proceso.
- Verifique que la conexión eléctrica se encuentre en buen estado y conectada al tomacorriente de manera adecuada.
- Llenar la tolva a tope antes de encender la máquina.
- Dosifique el tiempo de llenado, tenga en cuenta que la tolva se vacía completamente en 30 minutos.
- Encienda la máquina accionando el botón de arranque.
- Evite apagar la máquina en medio del proceso de peletizado a menos de que sea estrictamente necesario.
- Evite dejar desabastecer la tolva para no generar intermitencias durante el proceso de peletizado.
- Evite acumulaciones del material producido al final del proceso mediante la evacuación o vaciado regular del recipiente contenedor. Tenga en cuenta que el sistema evacuará 230kg por hora.
- Apagar la máquina al completar la producción diaria, tenga en cuenta que luego de 5 horas de operación continua la cantidad requerida mínima se satisface con un exceso de más de 100kg.
- Limpiar las herramientas, instrumentos y lugar de trabajo después de realizar su labor.
- Asegurarse de llenar un formato de bitácora durante el proceso.
9.3 MANUAL DE MANTENIMIENTO
El objetivo principal de darle un buen mantenimiento a esta maquina peletizadora es lograr que no presente fallas ni paros y al mismo tiempo trabaje lo más silenciosamente posible.
Existen áreas críticas en la realización del mantenimiento, y para este mecanismo se completaron las siguientes:
INSPECCIÓN VISUAL
- Se recomienda una inspección diaria de todo el equipo para encontrar piezas dañadas, fallas leves o imperfecciones importantes del equipo como tornillos flojos o ruidos extraños. La peletizadora debe ser monitoreada durante su operación, verificando con un termómetro laser que la temperatura en el acondicionador sea adecuada y se mantenga alrededor 90ºC.
- Revisar el estado del pélet a la salida de la maquina; si el tamaño y contextura del pélet no son correctos es señal de que se requiere hacer ajustes, reparaciones o en caso extremo recurrir a un chequeo general y detallado de la maquina. Durante la inspección, si se encuentran partes rotas, estas deben ser reparadas o reemplazadas antes de que el problema empeore y afecte otros componentes de la peletizadora y cause un paro total.
- Observe en busca de grietas, entallas o corrosión en los componentes que estén al alcance de la vista como carcasa, estructura, tornillería, rodamientos y cadenas y reporte cualquier anomalía al encargado directo.
- Busque y retire elementos ajenos a la máquina de las superficies visibles antes, durante y después de la operación de la máquina.
- Asegúrese de que la cadena se encuentre engrasada y que no esté contaminada con material indeseado.
- Asegúrese de que los rodamientos visibles se encuentren sellados correctamente y que no presenten fugas de grasa lubricante.
- Asegúrese de que las cadenas se encuentran con sus ejes alineados y que sus sprokets se encuentren en buen estado.
- Por ningún motivo permita que la cadena funcione sin la guarda de seguridad puesta, y sin el nivel mínimo de lubricante necesario, descrito más adelante.
- Busque señales de tensionamiento o de afloje excesivo de la cadena de transmisión de potencia para evitar problemas durante el funcionamiento diario de la máquina.
LIMPIEZA
- Se recomienda limpiar y verificar el estado de la matriz y la cuchilla de corte cada semana para evitar posibles atascamientos por el alimento que se seca en los agujeros de la matriz, desacoplando el sistema de acondicionamiento del sistema de peletizado y deslizar este ultimo a un lugar cómodo para realizar la limpieza.
Use herramientas tipo hexagonal para tornillos de 7/16 y 5/16 de pulgada para desapretar las uniones de la carcasa de peletizado Deslice el sistema hacia abajo para liberar la estructura y deslice el motor para facilitar el trabajo.
Desmonte el disco de peletizado mediante el uso de las herramientas mencionadas
Limpie agujeros con brocha y extensiones de menos de 5mm de diámetro para el interior de los agujeros
Monte nuevamente el sistema
Ensamble nuevamente el sistema
Este procedimiento se especifica detalladamente en el procedimiento de montaje de la máquina más adelante
- Si la cadena o el lubricante de la cadena resulta contaminado por algún motivo se sugiere, luego de cumplir con la producción del día, desmontar la cadena y lavar con detergente los eslabones y el recipiente contenedor. Someta posteriormente a la cadena a un baño del lubricante seleccionado descrito posteriormente en un recipiente mezclándolo con un 5 a 10% de bisulfuro de molibdeno o de grafito y someta la mezcla a una temperatura máxima de 60ºC durante media hora para que el aceite pueda penetrar de vuelta al interior de los pasadores de las cadenas.
- Elimine los excesos de polvo, basura o elementos que no sean pertenecientes al montaje y condiciones de trabajo normales de la máquina.
AJUSTES
Es indispensable analizar los tornillos de la estructura que puedan aflojarse por las vibraciones y apretarlos firmemente.
Se recomienda apretar mensualmente todos los tornillos accesibles de la máqina, use herramienta hexagonal para tornillos de 7/16 de pulgada y 5/16 de pulgada y aperiente en secuencias de tornillos opuestos uno a uno.
Cada mes revise el desgaste de los rodillos y ajuste la holgura con los tornillos de apriete de estos.
LUBRICACIÓN
La lubricación es una de las partes más importantes del mantenimiento, la cual se lleva a cabo en los punto y partes que se encuentran en constante fricción, los cuales para la maquina peletizadora son los rodamientos y cadenas. Las siguientes recomendaciones se dan basados en la bibliografía de tribología y lubricación industrial y automotriz [43] y los catálogos de fabricante de rodamientos.
RODAMIENTOS
- Los rodamientos viene sellados en ambos extremos con placas de protección y vienen lubricados de fábrica con una grasa de base lítica que tiene buenas propiedades antioxidantes y que permite usar los rodamientos a temperaturas de funcionamiento comprendidas entre -30ºC y 110ºC. Los rodamientos están lubricados de por vida y no necesitan mantenimiento. El contenido de grasa es el adecuado para el tamaño del rodamiento y normalmente ocupa un 25 y un 35% del espacio libre del rodamiento.
Estos rodamientos no se deben calentar antes del montaje, ni se deben lavar por ningún motivo.
Asegúrese de medir la temperatura con un termómetro laser y que esta se encuentre dentro del rango permisible para la grasa, descrito anteriormente.
CADENAS
La cadena que transmite la potencia del motor superior al sistema de alimentación y acondicionamiento consiste en una cadena de rodilos, la cual está compuesta por un número elevado de pequeños bujes, de alta precisión, de bajo costo y se pueden emplear para elevadas velocidades y cargas.
- Debido a que la cadena rota a una velocidad tangencial relativamente baja, de cerca de 0.35m/min y su paso es de ¾ de pulgada el método de lubricación adecuado deberá ser por inmersión por comodidad del operador, o gota a gota, sin necesidad de implementar sistemas de inyección o atomización del lubricante.
- Asegúrese de que la cadena se encuentre completamente recubierta por una carcaza metálica para evitar las fugas de aceite y la entrada de contaminantes hasta el depósito de aceite.
- El nivel de aceite debe estar situado hasta que cubra un poco más de la totalidad del diente más bajo del sprocket. Si no es así asegúrese de llenar el espacio hasta el nivel descrito.
- La cantidad mínima de aceite necesario para la lubricación de la cadena, teniendo en cuenta que el sprocket de menor diámetro gira a 116rpm y que el paso de la cadena es de ¾ de pulgada deberá ser 0.05gal/min.
- Use un lubricante cualquiera, que cumpla con un Grado ISO en un rango de 100 a 220.
- Asegúrese de que el lubricante de la cadena no exceda los 50ºC.
- Si por algún motivo falla el baño de lubricante emplee un vaso dosificador de aceite y aplique en forma de gotas entre los bordes de las placas de los eslabones y los pasadores, y en el centro de los rodillos. Utilice una boquilla de tres orificios que permita dosificar y aplicar el aceite en forma de gotas. El orificio del centro lubrica la superficie exterior de los rodillos para prevenir el contacto metálico de estos con los sprockets y los otros dos alimentan de aceite la superficie de los pasadores. Asegúrese de aplicar como mínimo una gota de lubricante por minuto a la hilera de rodillos en un lugar cercano al sprocket.
9.4 MANUAL DE ENSAMBLEENSAMBLE DE SUBSISTEMASEnsamble del sistema de alimentación
El sistema de alimentación cuenta con 7 piezas mostradas en la figura 64 que deberán ser ensambladas en el siguiente orden:
9.3.1.1 Lleve el eje de arrastre o tornillo sinfín denominado como 1 al lugar donde deberá ser ensamblado
9.3.1.2 Monte el eje sobre la carcasa denominada como 2, y ubíquelos juntos con cuidado, sin rayar ni entallar los componentes
9.3.1.3 Tome las tapas 3 y 4 y ajuste el eje 1 en ambos extremos con sus respectivos tonirllos de ensamble, ajustando con una herramienta tipo hexagonal para tornillo de 7/16 de pulgada de manera opuesta diametralmente. Asegúrese de usar arandela y tuerca para cada tornillo.
9.3.1.4 Monte las chumaceras denominadas como 5 sobre el muñón del eje con cuidado. No utilice calentamiento del rodamiento, ni abra las guardas del mismo por ningún motivo. Ajuste los prisioneros de la chumacera para garantizar la sujeción del rodamiento al eje.
9.3.1.5 Ubique el motor sobre la tapa 4 y ajústela con los tornillos de 5/16 de pulgada, con una herramienta hexagonal.
9.3.1.6 Ubique la tolva sobre el montaje actual, asegúrese de atornillar la tapa superior a la carcasa en forma de U. Utilice tornillería de 7/16 de pulgada con una llave hexagonal, realizando el apriete de manera secuencial con los tornillos geométricamente más opuestos por parejas. Use las arandelas y tuercas para cada tornillo.
Ensamble del sistema de acondicionamiento
En el sistema de acondicionamiento hay 6 piezas que deben ser ensambladas como se recomienda a continuación:
1. Localice en el lugar del ensamble la carcaza denominada como 1
2. Ubique el eje al interior de la pieza 1, la cual es cilíndrica hueca de manera tal que no ralle ni entalle ninguna de las dos piezas
3. Posicione las tapas del sistema denominadas como 3 y 4 al interior del eje y acérquelas con cuidado hasta el extremo de la carcasa de manera que coincidan los agujeros de ensamble. Ajuste los tornillos de 7/16 de pulgada con una herramienta hexagonal de manera secuencial y diametralmente opuesta. Asegúrese de utilizar arandelas y tuercas para cada tornillo.
4. Posicione las chumaceras denominadas como 5 y 6 en el eje mezclador con cuidado de no dañar el acabado superficial de la pista interna ni de la superficie de rodadura del eje. Utilice tornillos de 7/16 de pulgada y una herramienta tipo hexagonal. Ajuste los prisioneros de la chumacera para garantizar la sujeción del rodamiento al eje.
Ensamble del sistema de peletizado
El sistema de peletizado cuenta con 7 piezas mostradas en la figura 66 que deberán ser ensambladas en el siguiente orden:
1. Ubique la carcasa inferior en el lugar del montaje
2. Ubique el eje de acople de abajo hacia arriba de manera que garantice el alineamiento entre los centros y con cuidado de no dañar, rayar o entallar las superficies.
3. Ajuste el disco de arriba hacia abajo, ingresándolo al muñón del eje denominado como 2.
4. Posicione el eje denominado como 4, que será el encargado de sostener los rodillos de peletizado, sobre el disco de peletizado denominado como 3.
5. Ajuste los rodamientos donde descansan los rodillos de peletizado en la superficie del eje. No precaliente ni abra las tapas de los rodamientos por ningún motivo.
6. Ensamble los rodillos de peletizado, uno a cada lado, sobre la superficie de los rodamientos denominados como 5. Hágalo de manera suave para no dañar la superficie interna de la pista del rodamiento o el acabado superficial del interior del rodillo. Luego ajuste las bridas para garantizar la fijación de los rodamientos al eje.
7. Ajuste la caraca superior denominada como 7 sobre la carcasa inferior y ajuste los tornillos que se encuentran bajo las protrusiones de la carcasa superior. Utilice una llave hexagonal para los prisioneros o pernos de ajuste.
Ensamble general
Luego de tener los componentes ensamblados individualmente proceda a ensamblarlos en la estructura según la siguiente secuencia:
1. Posicione la etapa de acondicionamiento previamente ensamblada sobre los perfiles en C de menor altura dispuestos para soportar el peso de los componentes.
2. Posicione la etapa de alimentador previamente ensamblada en la estructura en C de mayor altura y proceda a atornillar los dos componentes mediante el uso de tornillos hexagonales de 7/16x1 – 20 UNF utilizando una llave hexagonal.
3. Proceda a desplazar la estructura que soporta el motor hacia el centro del ensamble, a nivel del suelo y ensámblelo a la platina lateral correspondiente.
4. Posicione la etapa de peletizado sobre el eje del motor de piso y proceda a verificar la alineación de los componentes, luego una los ejes verticales mediante un acople.
5. Posicione las cadenas y sprockets designados como 5 y 6 sobre los muñones de los ejes alimentación y acondicionamiento. Para el sistema 5, el sprocket más pequeño corresponde al eje del acondicionador, y el más grande en el eje del alimentador. Para el sistema 6 los sprockets son de relación 1:1. Asegúrese de que el lado flojo de la cadena quede abajo, o más cerca al suelo.
6. Realice la conexión eléctrica de los motores y el sistema de control.
10. CONCLUSIONES10. CONCLUSIONES
· A través del análisis realizado teniendo en cuenta los requerimientos, disposición económica del cliente y las condiciones de operación que debe tener la maquina se llegó a la conclusión de que el peletizado vertical es la mejor opción debido a su pequeño tamaño y su capacidad de producción que se ajustan para satisfacer adecuadamente las necesidades del cliente.
· Respecto a la etapa de acondicionamiento, se opta por utilizar agua caliente utilizando resistencias eléctricaso una etapa de intercambio de calor descartando el vapor de aguapor caldera debido a cuestiones económicas y de seguridad y facilidad en la operación sin atentar contra la calidad del producto.
· La mejor opción para alimentar la materia prima se optó por un tornillo sin fin “gusano”, porque proporciona la operación de alimentación continua y homogénea, y a su vez servía como sello en la etapa de acondicionamiento.
· Se decide usar energía eléctrica debido a que es la manera más común de alimentar una máquina industrial en una zona que cuenta con interconexión a la red eléctrica y por tanto se seleccionaron motores eléctricos para la transformación de la energía.
· Las transmisiones de potencia se realizarán mediante la mezcla de varios tipos de componentes como engranajes, reductores, poleas y correas para dar mayor versatilidad al diseño.
· Debido a los requerimientos de presupuesto y al tipo de operación de la máquina, se eligió la opción de lógica cableada para la etapa de control, ya que es un método simple y económico que no necesita de capacitaciones para el operador.
· Las opciones de peletizadora disponibles en el mercado no cumplen a cabalidad con los requerimientos del cliente debido a que tan bajas producciones implican maquinaria sin etapa de acondicionamiento. No se encontró un modelo comercial que se ajustara y por lo tanto no se encontró un precio estándar.
· El precio de la máquina comercial se estimará mediante los precios de maquinaria sobredimensionada y de otras que cumplan con la producción pero que no tienen etapas de acondicionamiento.
· Es posible construir una máquina en el medio colombiano que sea más económica que una equivalente en el mercado según las especificaciones del cliente.
· Para evitar desgaste excesivo y aumento de la durabilidad de la máquina se recomienda utilizar en la matriz de peletizado un acero AISI D2 y para los componentes sometidos a manejo del alimento un acero AISI304 inoxidable.
· Es complicado establecer con veracidad algunos parámetros de fabricación debido a que no se cuenta con la información técnica necesaria.
· No se encontraron relaciones entre las rpm de la matriz de peletizado, por lo tanto este dato sigue siendo estimativo en cuanto a la garantía de cumplir con una producción exacta.
· Hay bibliografía adecuada para el diseño de componentes como los tornillos extrusores y mezcladores.
· No fueron satisfactorios los métodos empíricos para hallar las potencias necesarias en los motores, ya que los valores eran muy diferentes a los planteados en las máquinas comerciales.
11. ANEXOSANEXO 1RESULTADOS DE LA ENCUESTA AL CLIENTE
ANEXO 2COTIZACIONES REALIZADAS EN EXPLORACIÓN DEL MERCADO
Anexo 3
Análisis de elementos finitos de un eje de la máquina peletizadora
Nota: Se entregará el 23 de junio en actividad programada previamente.
Anexo 4Histórico de cambios del diseño conceptual
Figura A3. Primera matriz de selección.